Ten artykuł dostarczy natychmiastowej i precyzyjnej odpowiedzi na pytanie o średnicę wiertła pod gwint M6, a także rozszerzy wiedzę o kluczowe aspekty techniczne i praktyczne wskazówki. Dzięki niemu unikniesz błędów, zaoszczędzisz czas i stworzysz idealne gwinty.
Wiertło 5,0 mm klucz do precyzyjnego gwintu M6 i uniknięcia błędów
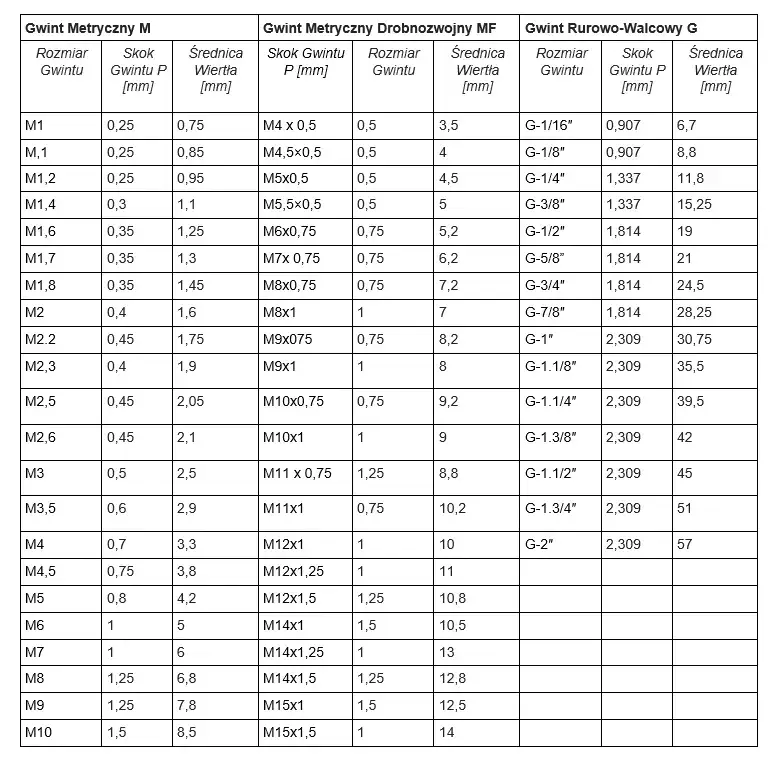
- Dla standardowego gwintu M6x1.0, optymalna średnica wiertła to 5,0 mm, zapewniająca 75-80% wypełnienia gwintu.
- Średnicę wiertła oblicza się wzorem: średnica gwintu minus skok gwintu (np. 6 mm - 1,0 mm = 5,0 mm).
- W przypadku materiałów twardych (stal nierdzewna) można rozważyć wiertło 5,1 mm, aby zmniejszyć ryzyko złamania gwintownika.
- Gwinty drobnozwojne M6x0.75 wymagają wiertła o średnicy 5,2 mm.
- Kluczowe dla sukcesu jest stosowanie chłodziwa, niskie obroty i technika łamania wióra.
- Zbyt mały otwór prowadzi do łamania gwintownika, zbyt duży do słabego gwintu.
Jaki rozmiar wiertła do gwintu M6? Szybka odpowiedź
Jeśli potrzebujesz szybko dowiedzieć się, jakiego wiertła użyć do gwintu M6, odpowiedź jest prosta: dla najczęściej spotykanego gwintu metrycznego M6 o skoku 1,0 mm (czyli M6x1.0) potrzebujesz wiertła o średnicy 5,0 mm. Jest to wartość ustandaryzowana, powszechnie stosowana i zgodna z polskimi i międzynarodowymi normami. Wiertła tej średnicy są standardem i znajdziesz je w każdym dobrze zaopatrzonym sklepie z narzędziami.
Jak prosty wzór matematyczny ułatwi ci życie: średnica minus skok gwintu
Dobór odpowiedniej średnicy wiertła do gwintu nie jest skomplikowany i opiera się na prostym wzorze matematycznym. Aby obliczyć wymaganą średnicę otworu, wystarczy od średnicy nominalnej gwintu odjąć jego skok. Wzór wygląda następująco: Średnica wiertła = Średnica gwintu - Skok gwintu. Zastosujmy to na przykładzie najpopularniejszego gwintu M6x1.0: średnica gwintu to 6 mm, a skok to 1,0 mm. Zatem: 6 mm - 1,0 mm = 5,0 mm. Jak widać, matematyka w połączeniu z praktyką daje szybkie i precyzyjne wyniki.Dlaczego precyzyjny dobór wiertła jest tak ważny?
Wydawać by się mogło, że różnica kilkudziesięciu milimetrów w średnicy wiertła nie ma większego znaczenia. Nic bardziej mylnego! Precyzyjny dobór średnicy wiertła jest absolutnie kluczowy dla uzyskania prawidłowego i wytrzymałego gwintu. Zbyt mały lub zbyt duży otwór prowadzi do szeregu problemów, które mogą skutkować nie tylko zniszczeniem materiału, ale także uszkodzeniem drogich narzędzi. W dalszej części artykułu dowiesz się, jakie konsekwencje niesie za sobą niedokładność na tym etapie.
Gdy otwór jest za mały: prosta droga do złamania gwintownika i straty czasu
Wiercenie otworu o zbyt małej średnicy pod gwint M6 to prosta droga do frustracji i niepotrzebnych kosztów. Kiedy wiertło jest za małe, gwintownik napotyka na znacznie większy opór podczas pracy. Materiał, który powinien być usuwany podczas formowania gwintu, jest w rzeczywistości "wypychany" i ściskany, co prowadzi do jego nadmiernego naprężenia. W skrajnych przypadkach, zwłaszcza przy pracy w twardszych materiałach lub przy braku odpowiedniego smarowania, gwintownik może się zablokować i złamać. To nie tylko oznacza konieczność zakupu nowego, często drogiego narzędzia, ale także generuje dodatkowe problemy z usunięciem resztek złamanego gwintownika z otworu. Strata czasu i materiału gwarantowana.
Gdy otwór jest za duży: jak powstaje słaby gwint, który niczego nie utrzyma
Z drugiej strony, zbyt duży otwór również nie jest rozwiązaniem. Jeśli średnica wiertła jest większa niż zalecana, gwintownik będzie miał zbyt mało materiału do "chwycenia" i uformowania pełnego gwintu. W efekcie powstanie tak zwany "zerwany" gwint. Będzie on miał znacznie mniejszą wytrzymałość i nie będzie w stanie zapewnić pewnego połączenia. Śruba wkręcona w taki gwint będzie się łatwo wykręcać, a połączenie nie będzie w stanie przenieść obciążeń, do których zostało zaprojektowane. W przypadku elementów konstrukcyjnych lub tam, gdzie bezpieczeństwo jest kluczowe, taki gwint jest po prostu bezużyteczny.
Czym jest "procent wypełnienia gwintu" i dlaczego 75% to idealny kompromis?
Aby lepiej zrozumieć, dlaczego precyzja jest tak ważna, warto poznać pojęcie "procentu wypełnienia gwintu". Jest to miara tego, jak duża część teoretycznego profilu gwintu została faktycznie uformowana w otworze. Standardowe wiertło o średnicy 5,0 mm pod gwint M6x1.0 zapewnia tzw. 75% wypełnienia gwintu. Taka wartość jest wynikiem starannie dobranych proporcji, stanowiąc idealny kompromis. Zapewnia ona wystarczającą wytrzymałość połączenia, jednocześnie minimalizując opór podczas gwintowania i zmniejszając ryzyko uszkodzenia gwintownika. Użycie mniejszego wiertła, teoretycznie dającego pełniejszy gwint, drastycznie zwiększa ryzyko złamania narzędzia, co czyni je niepraktycznym w większości zastosowań.
Dobór wiertła pod M6: Różne materiały, różne strategie
Chociaż uniwersalna zasada "średnica minus skok" zazwyczaj sprawdza się doskonale, warto pamiętać, że obrabiany materiał może nieznacznie wpływać na optymalny wybór wiertła. Różnice w twardości, plastyczności i skłonności do tworzenia wióra mogą wymagać drobnych korekt. W kolejnych sekcjach przyjrzymy się, jak dobór materiału wpływa na proces wiercenia i gwintowania pod M6.
Wiercenie w stali czarnej i nierdzewnej: kiedy warto rozważyć wiertło 5,1 mm?
Praca ze stalą, zwłaszcza tą nierdzewną lub hartowaną, wymaga szczególnej ostrożności. Te materiały są twardsze i bardziej kruche niż zwykła stal węglowa. W takich przypadkach, aby zminimalizować ryzyko złamania gwintownika, niektórzy doświadczeni mechanicy decydują się na użycie wiertła o minimalnie większej średnicy, na przykład 5,1 mm lub nawet 5,2 mm. Zwiększa to luz w gwincie, co przekłada się na mniejszy opór podczas pracy gwintownikiem. Jest to jednak rozwiązanie, które należy stosować z rozwagą, ponieważ może nieznacznie osłabić wytrzymałość samego gwintu. Zawsze warto najpierw spróbować standardowym wiertłem 5,0 mm, pamiętając o odpowiednim chłodzeniu i technice pracy.
Metale miękkie (aluminium, miedź): dlaczego standardowe 5,0 mm jest tutaj najlepsze?
W przypadku metali miękkich, takich jak aluminium, miedź czy mosiądz, standardowe wiertło o średnicy 5,0 mm jest zazwyczaj optymalnym wyborem. Te materiały są bardzo plastyczne, co oznacza, że łatwo poddają się obróbce i pozwalają na precyzyjne formowanie gwintu. Wiercenie otworu o średnicy 5,0 mm zapewnia idealne warunki do pracy dla gwintownika, minimalizując ryzyko jego uszkodzenia i gwarantując uzyskanie pełnego, wytrzymałego gwintu. Nie ma potrzeby stosowania większych wierteł, ponieważ mogłoby to osłabić połączenie.
Specyfika pracy z tworzywem sztucznym pod śrubę M6
Tworzywa sztuczne, ze względu na swoją niską twardość i dużą plastyczność, również zazwyczaj wymagają standardowego wiertła 5,0 mm pod gwint M6. Należy jednak pamiętać, że niektóre rodzaje tworzyw mogą być bardzo miękkie i podatne na "wyrywanie" materiału. W takich przypadkach warto zachować szczególną ostrożność podczas gwintowania, stosując niskie obroty i delikatnie cofając gwintownik. Zawsze warto wykonać próbne wiercenie na odpadzie, aby ocenić zachowanie materiału.
Zrozumienie gwintu M6: Co oznaczają liczby?
Aby w pełni zrozumieć proces doboru wiertła i prawidłowego wykonania gwintu, kluczowe jest zrozumienie, co oznaczają symbole używane do opisu gwintów. Szczególnie ważne jest to w przypadku gwintów metrycznych, które są najczęściej spotykane w Europie. Przyjrzyjmy się bliżej, co kryje się za oznaczeniem M6.
Standard M6x1.0: co oznaczają te liczby i dlaczego skok gwintu jest kluczowy?
Najczęściej spotykane oznaczenie gwintu to M6x1.0. Litera "M" oznacza gwint metryczny. Liczba "6" odnosi się do średnicy nominalnej gwintu w milimetrach. To właśnie ta wartość jest podstawą do obliczenia średnicy wiertła. Kluczowa jest jednak druga liczba, czyli "1.0". Oznacza ona skok gwintu, czyli odległość między wierzchołkami kolejnych zwojów gwintu, mierzoną wzdłuż osi śruby. W przypadku M6x1.0 skok wynosi 1,0 mm. Jak już wspominaliśmy, to właśnie skok gwintu jest niezbędny do obliczenia średnicy otworu pod wiercenie: 6 mm (średnica) - 1,0 mm (skok) = 5,0 mm (średnica wiertła). Zrozumienie skoku gwintu jest absolutnie fundamentalne dla prawidłowego doboru narzędzia.
Uwaga na gwinty drobnozwojne: jak rozpoznać M6x0.75 i dobrać do niego wiertło?
Warto mieć świadomość, że oprócz standardowego gwintu M6x1.0, istnieją również gwinty drobnozwojne o tym samym oznaczeniu średnicy nominalnej, ale mniejszym skoku. Najpopularniejszym przykładem jest M6x0.75. W tym przypadku litera "M" i liczba "6" oznaczają to samo gwint metryczny o średnicy nominalnej 6 mm. Jednak "0.75" oznacza skok gwintu wynoszący zaledwie 0,75 mm. Stosując nasz wzór, obliczamy średnicę wiertła: 6 mm - 0,75 mm = 5,2 mm. Jak widać, różnica w skoku gwintu drastycznie zmienia potrzebną średnicę wiertła. Dlatego zawsze upewnij się, jaki dokładnie gwint masz do czynienia, sprawdzając jego oznaczenie. Użycie niewłaściwego wiertła do gwintu drobnozwojnego może prowadzić do powstania zbyt płytkiego lub wręcz niemożliwego do wykonania gwintu.
Wiercenie i gwintowanie M6: Praktyczny przewodnik
Teoria jest ważna, ale praktyka czyni mistrza. Poniżej znajdziesz praktyczny przewodnik krok po kroku, który pomoże Ci prawidłowo wykonać gwint M6, minimalizując ryzyko błędów i maksymalizując jakość pracy.Krok 1: Perfekcyjne przygotowanie punktowanie i unieruchomienie elementu
Pierwszym i często niedocenianym krokiem jest dokładne przygotowanie miejsca pracy. Zanim sięgniesz po wiertarkę, użyj punktaka, aby zaznaczyć środek otworu. Zapobiegnie to "uciekaniu" wiertła na gładkiej powierzchni, zwłaszcza przy pracy z twardszymi metalami. Następnie upewnij się, że obrabiany element jest solidnie unieruchomiony. Użyj imadła, ścisków stolarskich lub innych odpowiednich narzędzi. Luźny element nie tylko utrudnia precyzyjne wiercenie, ale może być niebezpieczny. Pamiętaj, że precyzja na tym etapie to fundament udanego gwintowania.
Krok 2: Technika wiercenia jaką prędkość obrotową ustawić i jak utrzymać prostopadłość?
Po przygotowaniu przechodzimy do wiercenia. W przypadku metali, zwłaszcza twardszych, zaleca się stosowanie niższych prędkości obrotowych wiertarki. Zbyt wysokie obroty prowadzą do przegrzewania wiertła i materiału, a także do szybszego jego zużycia. Kluczowe jest również utrzymanie idealnej prostopadłości wiertła do powierzchni. Najłatwiej osiągnąć to, stosując wiertarkę stołową. Jeśli pracujesz z wiertarką ręczną, staraj się kontrolować kąt za pomocą kątownika lub wizualnie, utrzymując narzędzie prostopadle do płaszczyzny obrabianego elementu. Pamiętaj, że nawet niewielkie odchylenie od pionu spowoduje krzywy gwint.
Krok 3: Sekret udanego gwintowania rola chłodziwa i technika łamania wióra
Gdy masz już wykonany prawidłowy otwór, czas na gwintowanie. W przypadku obróbki metali, stosowanie chłodziwa, najlepiej specjalnego oleju do gwintowania, jest absolutnie kluczowe. Chłodziwo nie tylko zapobiega przegrzewaniu się narzędzia i materiału, ale także ułatwia usuwanie wiórów i poprawia jakość gwintu. Podczas wprowadzania gwintownika do otworu, stosuj technikę "łamania wióra". Polega ona na tym, że po wykonaniu około 1/4 do 1/2 obrotu w prawo, należy cofnąć gwintownik o około 1/4 obrotu w lewo. Pozwala to na przerwanie długiego, ciągnącego się wióra na krótsze fragmenty, które łatwiej jest usunąć. Zapobiega to zakleszczeniu gwintownika i jego złamaniu.
Unikaj tych błędów podczas przygotowywania otworu pod M6
Nawet najbardziej doświadczeni majsterkowicze popełniają błędy. Znajomość najczęstszych pułapek może pomóc Ci ich uniknąć. Przygotowaliśmy listę trzech kluczowych błędów, których powinieneś wystrzegać się podczas wiercenia i gwintowania pod M6.
Błąd #1: Ignorowanie chłodzenia jak przegrzanie niszczy wiertło i materiał
To jeden z najczęstszych i najbardziej destrukcyjnych błędów. Brak chłodzenia podczas wiercenia i gwintowania metali prowadzi do nadmiernego przegrzewania zarówno wiertła, jak i gwintownika, a także obrabianego materiału. Wysoka temperatura powoduje szybsze zużycie ostrzy narzędzi, ich tępenie, a w skrajnych przypadkach nawet ich odpuszczenie (utratę twardości). Co gorsza, przegrzany materiał może ulec zmianom strukturalnym, stając się twardszy i bardziej kruchy, co utrudnia dalszą obróbkę i osłabia wytrzymałość gotowego połączenia. Zawsze używaj chłodziwa!
Błąd #2: Praca na zbyt wysokich obrotach gwarancja "spalenia" wiertła
Podobnie jak brak chłodzenia, praca na zbyt wysokich obrotach jest gwarancją problemów. Wiertarka pracująca z nadmierną prędkością generuje ogromne ilości ciepła w wyniku tarcia. Prowadzi to do szybkiego zużycia wiertła, jego przegrzania i "spalenia" ostrzy. Oprócz tego, zwiększa się ryzyko niekontrolowanego wiercenia, co może skutkować uszkodzeniem materiału lub krzywym otworem. Pamiętaj, że dla większości metali zalecane są niższe prędkości obrotowe. Zawsze sprawdzaj zalecenia producenta narzędzi lub stosuj zasadę: im twardszy materiał, tym niższe obroty.
Błąd #3: Wiercenie "na oko" proste triki na zachowanie idealnego kąta 90 stopni
Wiercenie "na oko" to przepis na krzywy gwint. Nawet jeśli średnica otworu jest idealna, a materiał odpowiednio chłodzony, to wiercenie pod kątem spowoduje, że gwint będzie niesymetryczny i słaby. Aby tego uniknąć, stosuj proste triki. Najlepszym rozwiązaniem jest wiertarka stołowa, która gwarantuje idealną prostopadłość. Jeśli jej nie masz, użyj kątownika, aby sprawdzić kąt wiertła względem powierzchni. Możesz też zastosować specjalne prowadnice do wiercenia, które pomagają utrzymać narzędzie w odpowiedniej pozycji. Nawet proste przyrządy wykonane samodzielnie mogą znacząco poprawić precyzję Twojej pracy.Przeczytaj również: Przedłuż gwarancję Makita do 3 lat: Prosta instrukcja krok po kroku
Podsumowanie kluczowych lekcji i Twoje kolejne kroki
Dotarliśmy do końca naszej podróży przez świat precyzyjnego gwintowania M6. Mam nadzieję, że teraz doskonale wiesz, że kluczem do sukcesu jest wiertło o średnicy 5,0 mm dla standardowego gwintu M6x1.0, a zrozumienie prostego wzoru "średnica minus skok" otwiera drzwi do samodzielnego doboru narzędzi. Pamiętaj, że precyzja na każdym etapie od punktowania, przez wiercenie, aż po samo gwintowanie z użyciem chłodziwa i techniką łamania wióra jest fundamentem trwałych i niezawodnych połączeń.
- Dla standardowego gwintu M6x1.0, użyj wiertła 5,0 mm.
- Pamiętaj o wzorze: Średnica wiertła = Średnica gwintu - Skok gwintu.
- Zawsze stosuj chłodziwo podczas pracy z metalami i pracuj na niskich obrotach.
- Technika łamania wióra to Twój najlepszy przyjaciel w walce z łamaniem gwintownika.
Z mojego doświadczenia wynika, że wielu początkujących majsterkowiczów obawia się gwintowania, widząc w nim skomplikowany proces. Jednak po wielu latach pracy z narzędziami i naprawach, wiem, że kluczem jest zrozumienie podstawowych zasad i cierpliwość. Stosując się do tych prostych wskazówek, z pewnością uzyskasz profesjonalne rezultaty, nawet jeśli dopiero zaczynasz swoją przygodę z obróbką metali. Nie zniechęcaj się pierwszymi trudnościami każdy błąd to cenna lekcja.
A jakie są Twoje doświadczenia z gwintowaniem M6? Czy masz swoje własne triki lub metody, które warto znać? Podziel się swoją opinią w komentarzach poniżej!