
Samodzielne ostrzenie wierteł do metalu może wydawać się skomplikowane, ale dzięki temu praktycznemu przewodnikowi odkryjesz kluczowe zasady, narzędzia i techniki, które pozwolą Ci skutecznie i bezpiecznie przywrócić ostrość Twoim narzędziom. Opanowanie tej umiejętności to nie tylko oszczędność czasu i pieniędzy, ale także gwarancja lepszych rezultatów pracy.
Skuteczne ostrzenie wiertła do metalu kompleksowy przewodnik dla każdego majsterkowicza
- Wiertła HSS i kobaltowe można ostrzyć, wiertła tytanowe (TiN) nie.
- Kluczem do sukcesu jest zachowanie prawidłowych kątów: wierzchołkowego (standardowo 118°, dla twardych materiałów 135°) i przyłożenia (8-12°).
- Do ostrzenia użyj szlifierki stołowej (dla wprawionych), dedykowanej ostrzałki (dla precyzji) lub w ostateczności pilnika.
- Podczas ostrzenia na szlifierce stołowej pamiętaj o symetrii krawędzi skrawających i regularnym chłodzeniu wiertła, aby uniknąć przegrzania.
- Tępe wiertło poznasz po pisku, pyleniu zamiast wiórów i konieczności dużego nacisku.
- Po naostrzeniu sprawdź ostrość wizualnie i testując na kawałku metalu wiertło powinno łatwo zagłębiać się w materiał, tworząc równe wióry.
Ostre wiertło to podstawa efektywnej i bezpiecznej pracy. Regularne dbanie o jego stan przekłada się na znacznie lepszą jakość wiercenia otwory są czystsze, bardziej precyzyjne, a sam proces wymaga mniejszego wysiłku. Co więcej, dobrze naostrzone narzędzia po prostu dłużej służą, co jest nieocenioną zaletą w każdym warsztacie, zarówno tym profesjonalnym, jak i domowym.
Po czym poznać, że wiertło błaga o naostrzenie?
- Nadmierny wysiłek: Zauważasz, że musisz używać znacznie większej siły, aby wiertło weszło w materiał.
- Piskliwy dźwięk: Podczas wiercenia słychać nieprzyjemny, piskliwy dźwięk, który jest oznaką tarcia.
- Pył zamiast wiórów: Zamiast charakterystycznych, skręconych wiórów (szczególnie przy wierceniu w metalu), powstaje drobny pył.
- Przegrzewanie się końcówki: Końcówka wiertła szybko staje się gorąca, co może prowadzić do zmiany jej koloru (niebieskawego lub fioletowego).
- Długi czas wiercenia: Wywiercenie otworu zajmuje znacznie więcej czasu niż zwykle.
Praca tępym wiertłem to prosta droga do frustracji i potencjalnych problemów. Oprócz wspomnianego już zwiększonego wysiłku, istnieje realne ryzyko uszkodzenia obrabianego materiału krawędzie mogą się poszarpać, a otwór wywiercony będzie miał większą średnicę niż nominalna. Co więcej, tępe wiertło szybciej się zużywa, a w skrajnych przypadkach może się po prostu złamać, zwłaszcza przy próbie wiercenia w twardszych materiałach. Obniża to także precyzję całego procesu, co jest nieakceptowalne przy wymagających zadaniach.
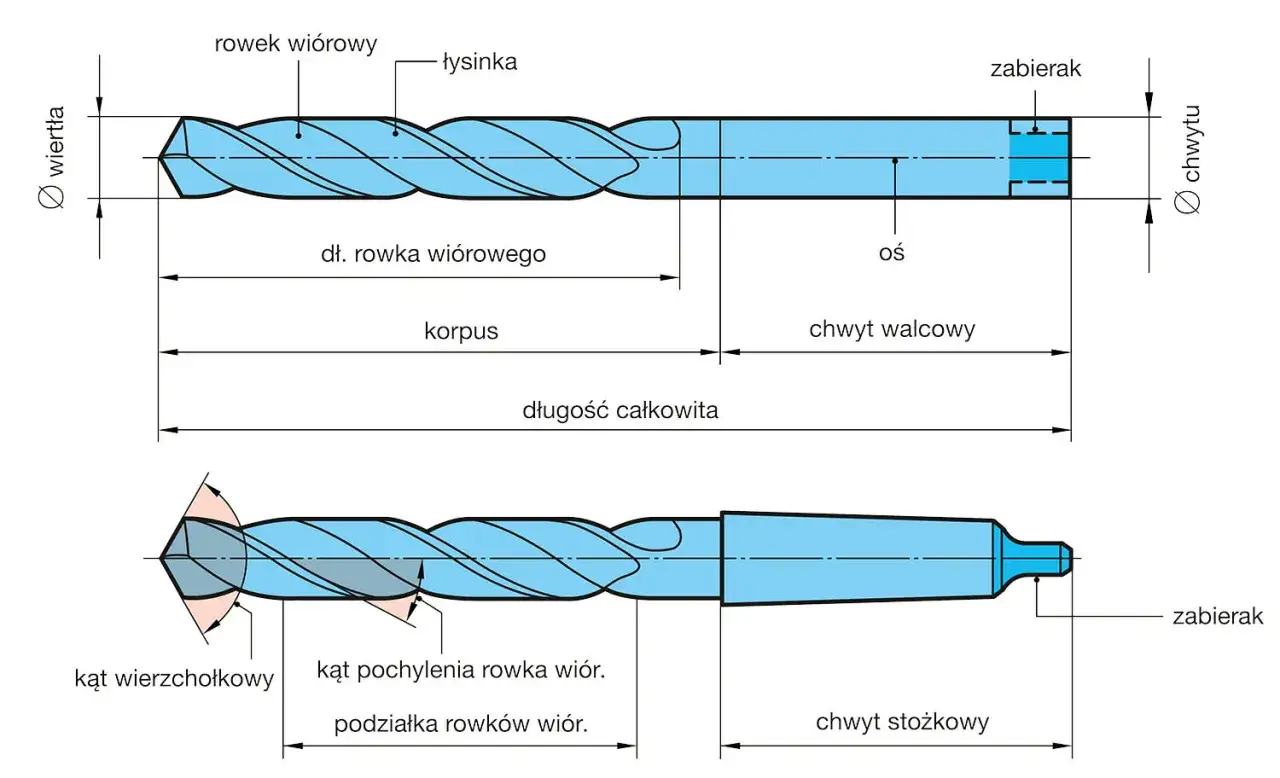
Zrozum budowę wiertła: klucz do skutecznego ostrzenia
Aby skutecznie naostrzyć wiertło, musimy najpierw zrozumieć jego geometrię. To właśnie odpowiednie kąty i kształty powierzchni tnących decydują o tym, jak narzędzie będzie pracować. Bez tej podstawowej wiedzy, nasze próby ostrzenia mogą przynieść więcej szkody niż pożytku.
Kąt wierzchołkowy: dlaczego 118° to magiczna liczba i kiedy ją zmienić
Kąt wierzchołkowy to kąt pomiędzy dwiema głównymi krawędziami skrawającymi na samym końcu wiertła. Standardowo dla większości zastosowań w stali przyjmuje się wartość 118 stopni. Jest to kompromis pomiędzy dobrym centrowaniem wiertła a efektywnością skrawania. Jednakże, gdy mamy do czynienia z twardszymi materiałami, takimi jak stal nierdzewna czy żeliwo, warto zastosować większy kąt, wynoszący 135 stopni. Zapewnia on lepsze właściwości skrawające w tych trudniejszych materiałach, choć może nieco utrudniać początkowe centrowanie.
Tajemnica kąta przyłożenia: sekret efektywnego skrawania
Kąt przyłożenia to kąt pomiędzy powierzchnią natarcia a powierzchnią obrabianego materiału. W przypadku wierteł do metalu, powierzchnia za krawędzią skrawającą musi być lekko zeszlifowana pod odpowiednim kątem, zazwyczaj w zakresie 8 do 12 stopni. Kluczowe jest, aby tylko sama krawędź miała bezpośredni kontakt z materiałem. Brak tego kąta, czyli sytuacja, gdy powierzchnia za ostrzem "ciągnie" po materiale, prowadzi do nadmiernego tarcia, przegrzewania się wiertła i w efekcie do jego szybkiego stępienia lub nawet uszkodzenia.
Symetria to podstawa: jak uniknąć "bicia" i krzywych otworów
Jednym z najważniejszych aspektów prawidłowego ostrzenia jest zachowanie idealnej symetrii obu krawędzi skrawających. Oznacza to, że obie krawędzie muszą mieć identyczną długość i być naostrzone pod tym samym kątem względem osi obrotu wiertła. Asymetria prowadzi do sytuacji, w której jedna krawędź pracuje ciężej niż druga. Skutkuje to między innymi "biciem" wiertła podczas obrotu, wierceniem otworów o większej średnicy niż nominalna, a także nierównomiernym zużyciem narzędzia, które szybciej się stępi.
Korekcja ścinu: trik dla profesjonalistów na lżejsze wiercenie
Korekcja ścinu, czyli inaczej skrócenie poprzecznej krawędzi tnącej, to technika stosowana przez bardziej doświadczonych użytkowników. Polega ona na delikatnym zeszlifowaniu tej krawędzi w pobliżu osi wiertła. Zabieg ten znacząco zmniejsza siłę potrzebną do wiercenia (posuw) i ułatwia początkowe centrowanie wiertła w materiale. Jest to szczególnie przydatne przy wierceniu w twardych materiałach lub gdy używamy wiertarki o mniejszej mocy.

Jaką metodę ostrzenia wybrać: przegląd narzędzi
Wybór odpowiedniej metody ostrzenia zależy głównie od naszych umiejętności, dostępnych narzędzi i tego, jak często potrzebujemy przywracać ostrość wiertłom. Na szczęście rynek oferuje kilka rozwiązań, od tych wymagających wprawy, po te gwarantujące niemal idealne rezultaty przy minimalnym wysiłku.
Metoda 1: Szlifierka stołowa szybkość i precyzja dla wprawionych
Szlifierka stołowa to jedno z najpopularniejszych i najszybszych narzędzi do ostrzenia wierteł, szczególnie tych wykonanych ze stali szybkotnącej (HSS) oraz kobaltowych. Jej dużą zaletą jest szybkość działania. Należy jednak pamiętać, że metoda ta wymaga pewnej wprawy w utrzymywaniu prawidłowych kątów ostrzenia "z ręki". Bez odpowiedniej techniki łatwo o asymetryczne naostrzenie lub przegrzanie wiertła.
Metoda 2: Dedykowana ostrzałka do wierteł gwarancja idealnych kątów
Specjalistyczne ostrzałki do wierteł, dostępne w wersjach elektrycznych lub jako ręczne przystawki do wiertarek czy szlifierek, to rozwiązanie gwarantujące precyzyjne ustawienie wszystkich kluczowych kątów. Są one szczególnie polecane dla osób, które nie czują się pewnie, ostrząc "na oko", lub potrzebują powtarzalnych, idealnych rezultatów. Wiele z tych urządzeń wyposażonych jest w tarcze diamentowe, które świetnie radzą sobie z ostrzeniem nawet bardzo twardych materiałów.
Metoda 3: Ręczne ostrzenie pilnikiem kiedy nie masz innego wyjścia
Ostrzenie wiertła za pomocą pilnika to metoda najbardziej czasochłonna i wymagająca największej precyzji. Jest to jednak rozwiązanie, które może okazać się nieocenione w sytuacjach awaryjnych, gdy nie mamy dostępu do żadnych innych narzędzi. Wymaga cierpliwości i wprawnej ręki, ale w ostateczności pozwala przywrócić wiertłu pewną ostrość.

Ostrzenie wiertła na szlifierce stołowej: praktyczny przewodnik
Ostrzenie wiertła na szlifierce stołowej to technika, która po opanowaniu pozwala na szybkie i efektywne przywracanie ostrości narzędziom. Wymaga ona jednak pewnej wprawy i uwagi. Poniższe kroki pomogą Ci osiągnąć optymalne rezultaty, minimalizując ryzyko błędów.
Przygotowanie stanowiska i zasady BHP co musisz wiedzieć?
- Okulary ochronne: Zawsze zakładaj okulary ochronne, aby zabezpieczyć oczy przed odpryskami metalu.
- Stabilne podparcie: Upewnij się, że szlifierka jest stabilnie zamocowana i nie drga podczas pracy.
- Czystość: Stanowisko pracy powinno być czyste i wolne od łatwopalnych materiałów.
- Odpowiednie tarcze: Używaj tarcz szlifierskich przeznaczonych do ostrzenia metalu.
- Chłodzenie: Przygotuj naczynie z wodą do regularnego chłodzenia ostrzonego wiertła.
Krok 1: Ustawienie prawidłowego kąta wierzchołkowego
Weź wiertło w dłoń i umieść je na prowadnicy szlifierki w taki sposób, aby jego oś była lekko pochylona w stosunku do tarczy szlifierskiej. Ustaw wiertło tak, aby uzyskać pożądany kąt wierzchołkowy standardowo 118 stopni. Kluczowe jest stabilne trzymanie wiertła i powolne zbliżanie go do obracającej się tarczy.
Krok 2: Szlifowanie pierwszej powierzchni przyłożenia płynnym ruchem
Delikatnie przyłóż końcówkę wiertła do tarczy szlifierskiej, wykonując jednocześnie powolny ruch obrotowy wiertłem wokół jego osi. Celem jest uzyskanie lekko wypukłej powierzchni za krawędzią skrawającą pod prawidłowym kątem przyłożenia (8-12 stopni). Ruch powinien być płynny i jednostajny, aby nie przegrzać materiału.
Krok 3: Obrót o 180° i symetryczne szlifowanie drugiej krawędzi
Po naostrzeniu pierwszej krawędzi, obróć wiertło o dokładnie 180 stopni wokół jego osi. Następnie powtórz proces szlifowania, wykonując te same ruchy, co w poprzednim kroku. Kluczowe jest tutaj zachowanie idealnej symetrii obie krawędzie skrawające muszą być identyczne pod względem długości i kąta.
Jak kontrolować proces i unikać przegrzania materiału?
Podczas ostrzenia na szlifierce stołowej bardzo ważne jest, aby co jakiś czas zanurzać wiertło w wodzie. Zapobiega to przegrzaniu materiału, które może prowadzić do utraty jego twardości, a co za tym idzie do szybkiego stępienia naostrzonego wiertła. Regularnie kontroluj postępy ostrzenia, obserwując, czy obie krawędzie są symetryczne i czy uzyskujesz pożądany kształt. Nie spiesz się cierpliwość jest kluczem do sukcesu.
Ostrzenie wiertła specjalistycznym przyrządem: prosty sposób na precyzję
Dedykowane ostrzałki do wierteł to doskonałe rozwiązanie dla tych, którzy cenią sobie precyzję, powtarzalność i chcą zminimalizować ryzyko popełnienia błędów. Dzięki nim nawet osoby z mniejszym doświadczeniem mogą osiągnąć profesjonalne rezultaty.
Rodzaje ostrzałek dostępnych na rynku którą wybrać?
Na rynku dostępne są różne typy ostrzałek. Najpopularniejsze to ostrzałki elektryczne, które działają podobnie do małych wiertarek stołowych, oraz ręczne przystawki, które montuje się na wiertarce lub szlifierce. Istnieją również kompaktowe ostrzałki ręczne, idealne do przechowywania w skrzynce z narzędziami. Wybór zależy od budżetu, częstotliwości użytkowania i preferencji.
Montaż i kalibracja urządzenia prosta droga do perfekcji
Zazwyczaj montaż i kalibracja ostrzałki są bardzo proste i intuicyjne. Należy postępować zgodnie z instrukcją dołączoną do urządzenia. Zazwyczaj polega to na zamocowaniu ostrzałki na stabilnej powierzchni, ustawieniu odpowiednich kątów (jeśli jest taka możliwość) i przygotowaniu jej do pracy. Cały proces nie powinien zająć więcej niż kilka minut.
Proces ostrzenia z użyciem przyrządu niezawodny efekt za każdym razem
Proces ostrzenia z użyciem specjalistycznego przyrządu jest zazwyczaj bardzo prosty. Wiertło umieszcza się w specjalnym uchwycie lub prowadnicy, która automatycznie ustawia je pod właściwym kątem względem tarczy szlifierskiej. Następnie wykonuje się ruchy zgodne z instrukcją producenta, zazwyczaj obracając wiertłem lub przesuwając je wzdłuż tarczy. Konstrukcja urządzenia sprawia, że uzyskanie prawidłowych kątów i symetrii jest niemal gwarantowane.
Wiertła specjalne: kiedy ostrzyć, a kiedy odpuścić?
Nie wszystkie wiertła są takie same, a co za tym idzie nie wszystkie nadają się do ostrzenia w ten sam sposób, a niektóre wręcz wcale. Zrozumienie różnic między typami wierteł jest kluczowe, aby nie uszkodzić narzędzia i nie stracić jego unikalnych właściwości.
Wiertła HSS kontra wiertła kobaltowe (HSS-Co) czy są różnice w ostrzeniu?
Zarówno wiertła HSS (stal szybkotnąca), jak i te z dodatkiem kobaltu (HSS-Co) nadają się do ostrzenia. Wiertła kobaltowe są jednak bardziej odporne na wysokie temperatury, co czyni je idealnymi do wiercenia w twardych stalach. Podczas ich ostrzenia należy zachować szczególną ostrożność i stosować odpowiednie tarcze szlifierskie, na przykład te wykonane z elektrokorundu szlachetnego, aby uniknąć przegrzania i utraty twardości.Dlaczego ostrzenie wierteł powlekanych tytanem (TiN) mija się z celem?
Wiertła powlekane azotkiem tytanu (TiN) są bardzo popularne ze względu na swoją twardość i zmniejszone tarcie. Jednakże, ostrzenie takich wierteł jest zazwyczaj niezalecane lub wręcz niemożliwe w domowych warunkach. Podczas szlifowania ścierana jest właśnie ta cenna, twarda powłoka. Po takim "ostrzeniu" wiertło traci swoje unikalne właściwości i staje się zwykłym wiertłem HSS, które często jest już częściowo stępione.
Ostrzenie wierteł stopniowych i innych specjalistycznych
Wiertła stopniowe, używane do wykonywania otworów o określonej średnicy w jednym przejściu, a także inne specjalistyczne rodzaje wierteł, stanowią wyzwanie podczas ostrzenia. Wymagają one specjalistycznych narzędzi lub bardzo dużej wprawy, aby nie uszkodzić poszczególnych stopni lub specyficznej geometrii. W wielu przypadkach, zwłaszcza przy uszkodzeniu lub stępieniu, bardziej opłacalne może być po prostu zakup nowego wiertła.
Jak sprawdzić ostrość wiertła po naostrzeniu?
Po zakończeniu procesu ostrzenia kluczowe jest, aby upewnić się, że nasza praca przyniosła oczekiwany efekt. Testowanie ostrości wiertła pozwala uniknąć rozczarowań i potencjalnych problemów podczas wiercenia.
Inspekcja wizualna na co zwrócić uwagę pod światło?
- Symetria krawędzi: Spójrz na końcówkę wiertła pod światło. Obie krawędzie skrawające powinny być identycznej długości i kształtu.
- Ostrość ostrzy: Krawędzie tnące powinny być wyraźne i ostre, bez widocznych wyszczerbień czy zaokrągleń.
- Prawidłowe kąty: Upewnij się, że kąt wierzchołkowy i kąt przyłożenia wyglądają na poprawne.
- Brak śladów przegrzania: Końcówka wiertła nie powinna mieć niebieskawego ani fioletowego nalotu, który świadczy o przegrzaniu i utracie twardości.
Najlepszym sposobem na sprawdzenie, czy wiertło jest rzeczywiście ostre, jest przeprowadzenie praktycznego testu na kawałku metalu. Wybierz niewielki element, który nie jest dla Ciebie cenny. Spróbuj wywiercić w nim otwór. Prawidłowo naostrzone wiertło powinno łatwo zagłębiać się w materiał, praktycznie bez wysiłku z Twojej strony. Powinieneś obserwować powstawanie długich, równych wiórów, a nie drobnego pyłu. Jeśli wiertło "szlifuje" materiał, piszczy lub wymaga silnego nacisku, oznacza to, że nadal jest tępe.
Jeśli po naostrzeniu wiertło nadal nie wierci poprawnie, warto wrócić do podstaw. Ponownie sprawdź symetrię krawędzi skrawających to najczęstsza przyczyna problemów. Upewnij się, że kąty są prawidłowe. Czasami konieczne może być ponowne ostrzenie, tym razem z większą uwagą na szczegóły. Pamiętaj też o odpowiedniej prędkości obrotowej wiertarki i stosowaniu chłodziwa przy wierceniu w metalu, co również wpływa na efektywność pracy narzędzia.
Unikaj tych błędów: najczęstsze pułapki przy ostrzeniu wierteł
Nawet najlepsze narzędzia i instrukcje nie uchronią nas przed błędami, jeśli nie będziemy świadomi najczęstszych pułapek. Znajomość typowych pomyłek pozwala ich unikać i szybciej doskonalić swoje umiejętności w ostrzeniu wierteł.
Błąd nr 1: Asymetryczne krawędzie skrawające
To chyba najczęstszy błąd, wynikający z braku precyzji podczas ostrzenia. Gdy jedna krawędź skrawająca jest dłuższa lub naostrzona pod innym kątem niż druga, wiertło zaczyna "bić" podczas obrotu. Prowadzi to do wiercenia otworów o większej średnicy, nierównomiernego obciążenia narzędzia i jego szybszego zużycia. Aby tego uniknąć, należy zwracać szczególną uwagę na symetrię podczas każdego ruchu ostrzącym.
Błąd nr 2: "Spalenie" wiertła przez przegrzanie
Zbyt duży nacisk na tarczę szlifierską lub zbyt długie szlifowanie bez chłodzenia może doprowadzić do przegrzania wiertła. Stal szybkotnąca, podgrzana do wysokiej temperatury, traci swoją twardość proces ten nazywa się odpuszczeniem. Naostrzone w ten sposób wiertło będzie się bardzo szybko tępić, nawet jeśli początkowo wydaje się ostre. Kluczem jest umiar, regularne chłodzenie w wodzie i stosowanie odpowiedniego docisku.
Błąd nr 3: Zerowy lub ujemny kąt przyłożenia
Ten błąd polega na tym, że powierzchnia za krawędzią skrawającą nie jest odpowiednio zeszlifowana lub jest nawet lekko wypukła w kierunku ostrza. W efekcie, zamiast czystego skrawania materiału, dochodzi do tarcia. Wiertło nie "tnie", lecz "grzebie" w materiale, generując dużo ciepła i szybko się tępiąc. Prawidłowe ukształtowanie kąta przyłożenia (8-12 stopni) jest absolutnie kluczowe dla efektywnego wiercenia.
Przeczytaj również: Jak złożyć Makita HR2470: uniknij problemów z montażem urządzenia
Twoja droga do ostrych wierteł podsumowanie i kluczowe wnioski
Opanowanie sztuki samodzielnego ostrzenia wierteł do metalu jest w zasięgu ręki każdego majsterkowicza. Jak pokazał ten przewodnik, kluczem do sukcesu jest zrozumienie geometrii wiertła, wybór odpowiedniej metody ostrzenia i unikanie najczęstszych błędów. Teraz Twoje narzędzia mogą odzyskać pełną sprawność, zapewniając precyzyjne i efektywne wiercenie.
- Prawidłowe kąty (wierzchołkowy 118°/135° i przyłożenia 8-12°) oraz symetria krawędzi skrawających to fundamenty skutecznego ostrzenia.
- Wybierz metodę ostrzenia dopasowaną do Twoich umiejętności i narzędzi: szlifierka stołowa dla wprawnych, dedykowana ostrzałka dla precyzji, pilnik w ostateczności.
- Pamiętaj o regularnym chłodzeniu wiertła podczas szlifowania, aby zapobiec jego przegrzaniu i utracie twardości.
- Wizualna inspekcja i praktyczny test na metalu to najlepsze sposoby, by upewnić się, że wiertło jest gotowe do pracy.
Z mojego doświadczenia wynika, że największą barierą jest często pierwszy krok samo podjęcie decyzji o samodzielnym ostrzeniu. Jednak widząc, jak łatwo i szybko można przywrócić życie stępionemu wiertłu, a tym samym poprawić jakość swojej pracy, szybko przekonacie się, że było warto. Nie zniechęcajcie się, jeśli pierwsze próby nie będą idealne praktyka czyni mistrza.
A jakie są Wasze doświadczenia z ostrzeniem wierteł? Czy macie swoje sprawdzone sposoby lub triki, którymi chcielibyście się podzielić? Dajcie znać w komentarzach poniżej!