![Wiertło pod gwint M5: Jaka średnica? Sprawdź [4,2 mm]!](https://imageoptimizecdn-blog.online/unsafe/rs:fill:1000:700/q:75/plain/https%3A%2F%2Ffrce8xp4ye4n.compat.objectstorage.eu-frankfurt-1.oraclecloud.com%2Fblog-assets%2Fthumbnail%2F892cb829e05dda04ddf04b4ef2b0243d%2Fwiertlo-pod-gwint-m5-jaka-srednica-sprawdz-42-mm.webp)
Wybór odpowiedniego wiertła do wykonania gwintu to kluczowy etap, który decyduje o trwałości i precyzji połączenia. W tym artykule rozwiejemy wszelkie wątpliwości dotyczące doboru wiertła pod popularny gwint M5, podając konkretne wartości i praktyczne wskazówki. Dowiesz się, dlaczego precyzja w tym zakresie jest tak ważna i jak uniknąć powszechnych błędów.
Wiertło pod gwint M5: Średnica 4,2 mm to klucz do trwałego połączenia
- Dla standardowego gwintu M5 (skok 0,8 mm) w większości materiałów (stal, aluminium, mosiądz) użyj wiertła 4,2 mm.
- Wartość 4,2 mm wynika z obliczenia: średnica gwintu (5 mm) minus skok gwintu (0,8 mm).
- Dla materiałów twardych i kruchych, np. żeliwa, zaleca się wiertło 4,3 mm.
- W przypadku gwintów drobnozwojnych M5x0,5, średnica wiertła wynosi 4,5 mm.
- Normy DIN 336 i ISO 2306 potwierdzają średnicę 4,2 mm dla gwintu M5 (skok 0,8 mm) w stali.
- Otwór nieprzelotowy powinien być głębszy o około 3-5 skoków gwintu niż planowana długość gwintu.
Precyzyjny dobór wiertła pod gwint M5: dlaczego to takie ważne?
Jaka jest jedna, poprawna odpowiedź na pytanie o średnicę?
Jeśli szukasz jednej, konkretnej odpowiedzi na pytanie o średnicę wiertła pod gwint M5, to w większości przypadków będzie to 4,2 mm. Ta wartość odnosi się do standardowego gwintu metrycznego M5 o skoku 0,8 mm, który jest najczęściej spotykany. Pamiętaj jednak, że jest to wartość bazowa, od której mogą istnieć pewne wyjątki, zależne głównie od obrabianego materiału i specyfiki gwintu.Czym grozi użycie zbyt małego lub zbyt dużego wiertła?
Użycie wiertła o niewłaściwej średnicy może prowadzić do poważnych problemów. Zbyt małe wiertło sprawi, że gwintowanie będzie bardzo trudne, może spowodować złamanie gwintownika, a nawet uszkodzić sam gwint, czyniąc go niepełnowartościowym. Z kolei zbyt duże wiertło osłabi strukturę gwintu, zmniejszając jego wytrzymałość na obciążenia. W skrajnych przypadkach połączenie może okazać się luźne i niestabilne.
Dopuszczalne tolerancje są niewielkie. Wiertło o średnicy 4,1 mm może być stosowane w sytuacjach wymagających najwyższej precyzji, podczas gdy 4,3 mm ułatwi pracę w twardszych materiałach, ale wiąże się z potencjalnym osłabieniem wytrzymałości gwintu. Zawsze warto rozważyć te niuanse przed rozpoczęciem pracy.
Zrozumieć gwint M5: co oznaczają symbole M i 5?
Symbol "M" w oznaczeniu gwintu oznacza, że mamy do czynienia z gwintem metrycznym, który jest standardem w większości zastosowań inżynieryjnych i mechanicznych. Liczba "5" odnosi się do nominalnej średnicy zewnętrznej gwintu, wyrażonej w milimetrach. Równie ważnym, choć często pomijanym parametrem, jest skok gwintu, który określa odległość między wierzchołkami sąsiednich zwojów. Dla standardowego gwintu M5 wynosi on 0,8 mm, a dla gwintu drobnozwojnego może być inny (np. 0,5 mm), co bezpośrednio wpływa na dobór średnicy wiertła.
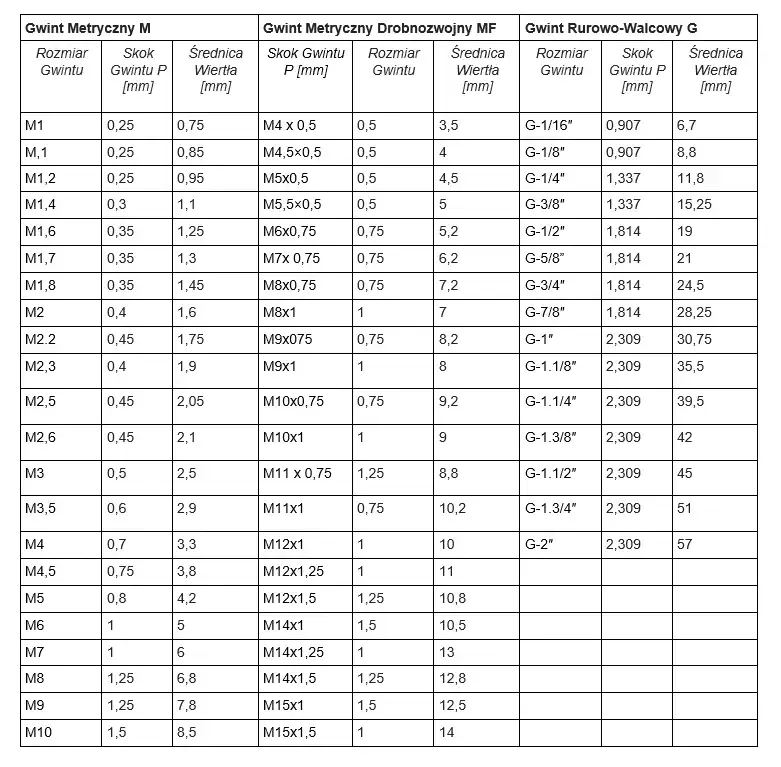
Wybór wiertła pod gwint M5: tabela i kluczowe zasady
Złota zasada: 4,2 mm dla standardowego gwintu M5 (skok 0,8 mm)
Podstawowa i najczęściej stosowana zasada mówi, że do wykonania standardowego gwintu metrycznego M5 o skoku 0,8 mm należy użyć wiertła o średnicy 4,2 mm. Ta wartość wynika z prostego wzoru: średnica gwintu (5 mm) minus skok gwintu (0,8 mm). Otrzymujemy w ten sposób 4,2 mm, co stanowi idealny punkt wyjścia dla większości typowych zastosowań w metaloplastyce.
Jak materiał wpływa na wybór wiertła? Stal, aluminium, a może żeliwo?
- Dla popularnych materiałów konstrukcyjnych, takich jak stal (np. konstrukcyjna), aluminium czy mosiądz, standardowa średnica wiertła 4,2 mm jest zazwyczaj optymalna.
- W przypadku materiałów o większej twardości i kruchości, na przykład żeliwa, zaleca się zastosowanie wiertła o nieco większej średnicy 4,3 mm. Pozwoli to zmniejszyć ryzyko zakleszczenia się gwintownika w materiale lub jego złamania, co jest częstym problemem przy pracy z tymi surowcami.
- Warto również pamiętać o praktycznych tolerancjach. Wiertło o średnicy 4,1 mm może być użyte, gdy wymagana jest wyjątkowa precyzja połączenia. Z kolei średnica 4,3 mm ułatwi proces gwintowania w twardszych gatunkach stali, choć należy mieć świadomość, że może to nieznacznie wpłynąć na wytrzymałość wykonanego gwintu.
Gwint drobnozwojny M5x0,5: kiedy standardowa miara to błąd?
Szczególną uwagę należy zwrócić na gwinty drobnozwojne. W przypadku gwintu M5 o skoku 0,5 mm (oznaczenie M5x0,5), standardowa średnica wiertła 4,2 mm jest nieprawidłowa. Aby uzyskać właściwy gwint, należy użyć wiertła o średnicy 4,5 mm. Obliczenie jest analogiczne: 5 mm (średnica gwintu) - 0,5 mm (skok gwintu) = 4,5 mm. Pominięcie tej różnicy to jeden z najczęstszych błędów popełnianych przez osoby mniej doświadczone.
Co mówią normy? Krótkie spojrzenie na DIN i ISO
Wymiary otworów pod gwinty są ustandaryzowane przez międzynarodowe normy. Zgodnie z normami DIN 336 oraz ISO 2306, dla standardowego gwintu metrycznego M5 o skoku 0,8 mm, stosowanego w stali o wytrzymałości do 700 N/mm², zalecana średnica otworu pod gwint wynosi właśnie 4,2 mm. Te wytyczne potwierdzają praktyczne zastosowania i zapewniają powtarzalność wymiarów.
Jak wywiercić idealny otwór pod gwint M5: praktyczny poradnik
Przygotowanie miejsca pracy: od czego zacząć, by uniknąć problemów?
- Stabilne mocowanie: Upewnij się, że obrabiany element jest solidnie zamocowany w imadle lub innym odpowiednim przyrządzie. Luźny element grozi nieprecyzyjnym wierceniem i wypadkiem.
- Czystość: Miejsce pracy powinno być wolne od zanieczyszczeń, wiórów i kurzu. Czystość zapewnia lepszą widoczność i precyzję.
- Oświetlenie: Dobre oświetlenie obszaru roboczego jest kluczowe dla dokładności i bezpieczeństwa.
Punktowanie i centrowanie: sekret prostego i precyzyjnego wiercenia
Zanim przystąpisz do wiercenia, koniecznie wykonaj punktowanie. Użyj punktaka i młotka, aby zaznaczyć dokładne miejsce, w którym ma rozpocząć się otwór. Punktowanie zapobiega "wędrowaniu" wiertła na gładkiej powierzchni materiału, gwarantując, że wiertło rozpocznie pracę dokładnie tam, gdzie chcesz. Jest to szczególnie ważne przy wierceniu na płaskich powierzchniach.
Jak głęboko wiercić? Kluczowa zasada dla otworów przelotowych i nieprzelotowych
- Dla otworów przelotowych wystarczy wywiercić otwór na wylot materiału.
- W przypadku otworów nieprzelotowych, czyli takich, które nie przechodzą na drugą stronę, kluczowe jest zachowanie odpowiedniej głębokości. Otwór powinien być głębszy o około 3 do 5 skoków gwintu niż planowana długość gwintu. Zapewni to swobodną pracę gwintownikowi i stworzy przestrzeń na gromadzenie się wiórów, co zapobiegnie zakleszczeniu narzędzia.
Chłodzenie i smarowanie: dlaczego nie wolno o tym zapominać?
Podczas wiercenia, zwłaszcza w twardszych materiałach, stosowanie chłodziwa lub specjalnego oleju do obróbki metali jest niezwykle ważne. Chłodzenie zapobiega przegrzewaniu się wiertła i gwintownika, co znacząco przedłuża ich żywotność. Ponadto, smarowanie ułatwia usuwanie wiórów i poprawia jakość powierzchni gwintu, czyniąc go gładszym i bardziej precyzyjnym.
Unikaj tych błędów: najczęstsze pomyłki przy wierceniu pod gwint M5
Błąd nr 1: Ignorowanie rodzaju materiału
Najczęstszym błędem jest stosowanie tej samej średnicy wiertła do wszystkich materiałów. Jak wspomniano, wiercenie otworu 4,2 mm w żeliwie, które jest materiałem kruchym, może prowadzić do złamania gwintownika lub uszkodzenia samego gwintu. Zawsze dostosuj średnicę wiertła do twardości i kruchości obrabianego materiału.
Błąd nr 2: Używanie tępego lub uszkodzonego wiertła
Tępe wiertło nie tylko wymaga większego nakładu siły, ale przede wszystkim przegrzewa materiał i samo wiertło, co prowadzi do szybszego zużycia narzędzi. Powoduje również niedokładne otwory, które utrudniają późniejsze gwintowanie. Regularnie sprawdzaj stan swoich wierteł i wymieniaj te stępione lub uszkodzone.
Błąd nr 3: Niewłaściwa prędkość obrotowa wiertarki
Zbyt wysokie obroty przy wierceniu w twardych materiałach lub przy użyciu większych wierteł prowadzą do przegrzewania i szybkiego zużycia narzędzi. Z kolei zbyt niskie obroty mogą być nieefektywne. Zawsze dostosuj prędkość obrotową wiertarki do średnicy wiertła i rodzaju obrabianego materiału zazwyczaj im twardszy materiał i większa średnica, tym niższe obroty powinny być stosowane.
Błąd nr 4: Brak prostopadłości podczas wiercenia
Wiercenie pod kątem jest częstym błędem, który skutkuje krzywym gwintem. Takie połączenie jest osłabione i może sprawiać problemy przy montażu elementów. Aby zapewnić idealną prostopadłość, warto użyć statywu do wiertarki lub wiertarki stołowej, zwłaszcza przy pracy z większymi elementami.

Niezbędne narzędzia do gwintowania M5: co jeszcze warto mieć?
Gwintowniki ręczne czy maszynowe: które wybrać do gwintu M5?
Do wykonania gwintu M5 zazwyczaj stosuje się gwintowniki ręczne. Składają się one z zestawu zazwyczaj trzech narzędzi: zdzieraka (o stożkowym końcu), pośredniego i wykańczaka. Każde z nich jest używane kolejno, aby stopniowo formować gwint. Gwintowniki maszynowe są przeznaczone do pracy z wiertarkami lub centrownicami i są bardziej wydajne, ale dla amatorskich zastosowań ręczne zestawy są w zupełności wystarczające i bardziej uniwersalne.
Pokrętło do gwintowników: niezbędny element zestawu
Aby móc efektywnie pracować z gwintownikami ręcznymi, niezbędne jest pokrętło do gwintowników, często nazywane potocznie "żabką". Jest to narzędzie, które pozwala na pewne i stabilne zamocowanie gwintownika, umożliwiając jego obracanie z odpowiednią siłą i kontrolą. Bez pokrętła gwintowanie ręczne byłoby niezwykle trudne i nieprecyzyjne.
Profesjonalne narzędzia: suwmiarka i jej rola w precyzyjnym gwintowaniu
Dla zapewnienia najwyższej jakości i precyzji wykonania, warto wyposażyć się w suwmiarkę. Pozwala ona na dokładne zmierzenie średnicy używanego wiertła, kontrolę głębokości wywierconego otworu, a także późniejszą weryfikację wymiarów wykonanego gwintu. Precyzja pomiarów jest kluczowa, zwłaszcza gdy wykonujemy wiele identycznych połączeń lub gdy wymagana jest wysoka dokładność warsztatowa.
Przeczytaj również: NAC czy Makita? Porównanie kosiarek elektrycznych - wybierz mądrze
Kluczowe wnioski i praktyczne wskazówki: podsumowanie
Dotarliśmy do końca naszej podróży przez świat doboru wierteł pod gwint M5. Mam nadzieję, że teraz doskonale rozumiesz, dlaczego precyzja w tym zakresie jest tak istotna i jak łatwo można uniknąć kosztownych błędów. Pamiętaj, że kluczem do sukcesu jest zrozumienie podstawowych zasad i dostosowanie ich do specyfiki materiału i rodzaju gwintu.
- Standardowy gwint M5 (skok 0,8 mm) wymaga wiertła o średnicy 4,2 mm, co jest wartością wynikającą z prostego odejmowania średnicy gwintu od jego skoku.
- Rodzaj materiału ma znaczenie dla żeliwa czy innych materiałów kruchych warto rozważyć wiertło 4,3 mm, a dla gwintów drobnozwojnych (np. M5x0,5) konieczne jest użycie wiertła 4,5 mm.
- Prawidłowe przygotowanie miejsca pracy, punktowanie otworu, odpowiednia głębokość wiercenia oraz chłodzenie to fundamenty udanego gwintowania.
Z mojego doświadczenia wynika, że najwięcej problemów sprawia pośpiech i nieuwaga. Zawsze warto poświęcić chwilę na dokładne sprawdzenie parametrów gwintu i materiału, zanim sięgniesz po wiertło. Pamiętaj, że dobrze wykonany gwint to gwarancja trwałości i bezpieczeństwa połączenia, a stosowanie się do tych prostych zasad pozwoli Ci uniknąć frustracji i kosztownych napraw.
A jakie są Twoje doświadczenia z gwintowaniem? Czy napotkałeś kiedyś trudności związane z doborem wiertła? Podziel się swoimi spostrzeżeniami w komentarzach poniżej!