
Wybór odpowiedniego wiertła pod gwint M12 to nie tylko techniczny szczegół, ale fundament trwałości i bezpieczeństwa każdego połączenia gwintowanego. Błędnie dobrana średnica otworu może prowadzić do kosztownych uszkodzeń narzędzi, niepełnego gwintu, a w skrajnych przypadkach nawet do awarii konstrukcji. W tym artykule rozwiejemy wszelkie wątpliwości i podpowiemy, jakiej średnicy wiertła użyć, aby uzyskać perfekcyjny gwint M12.
Wiertło pod gwint M12: 10,2 mm to klucz do trwałego połączenia
- Do standardowego gwintu metrycznego M12 (skok 1.75 mm) należy użyć wiertła o średnicy 10.2 mm.
- Prawidłową średnicę wiertła oblicza się wzorem: średnica gwintu (D) minus skok gwintu (P).
- Istnieją gwinty drobnozwojne M12 (np. M12x1.5, M12x1.25, M12x1.0), które wymagają innych średnic wierteł (odpowiednio 10.5 mm, 10.8 mm, 11.0 mm).
- Wybór wiertła może wymagać drobnej korekty w zależności od twardości obrabianego materiału.
- Błędy w doborze wiertła prowadzą do złamania gwintownika lub osłabienia gwintu.
- Zawsze stosuj fazowanie otworu i chłodziwo podczas gwintowania.

Dlaczego dobór wiertła pod gwintownik M12 jest tak kluczowy?
Zastanawialiście się kiedyś, dlaczego tak wiele uwagi poświęca się precyzyjnemu doborowi wiertła pod gwint? Otóż gwint, niezależnie czy jest to niewielka śrubka, czy potężny element konstrukcyjny, opiera swoje działanie na dokładnym zazębieniu się dwóch elementów śruby i nakrętki lub gwintu w otworze. Aby to zazębienie było mocne, trwałe i bezpieczne, profil gwintu musi być uformowany w sposób niemal idealny. Nawet minimalne odchylenie w średnicy otworu, pod który formujemy gwint, może mieć katastrofalne skutki dla jego wytrzymałości. To trochę jak z budowaniem domu fundament musi być solidny, inaczej cała konstrukcja jest zagrożona.
Skutki zbyt małego otworu: Złamany gwintownik i stracony czas
Wyobraźmy sobie sytuację, w której decydujemy się użyć wiertła o średnicy mniejszej niż zalecana, na przykład 10.0 mm, zamiast właściwego 10.2 mm dla standardowego gwintu M12. Gwintownik, który ma za zadanie wyciąć zarys gwintu, napotyka na opór znacznie większy, niż przewidział producent. Materiał jest zbyt twardy do obrobienia przez narzędzie w danym momencie. W najlepszym wypadku gwintowanie będzie niezwykle trudne, będzie wymagało ogromnej siły i będzie generować mnóstwo ciepła, co przyspieszy zużycie narzędzia. W najgorszym gwintownik, nie wytrzymując naprężeń, po prostu się złamie. Taki scenariusz to nie tylko frustracja, ale również stracony czas, zniszczony materiał i potencjalnie uszkodzone narzędzie, które może być trudne lub niemożliwe do usunięcia z otworu.
Konsekwencje zbyt dużego otworu: Nietrwałe i niebezpieczne połączenie
Z drugiej strony, użycie zbyt dużego wiertła, na przykład 10.5 mm, również nie jest rozwiązaniem. W takim przypadku gwintownik, mając zbyt dużo "luzu", uformuje gwint o znacznie mniejszej głębokości i zarysie. Połączenie wykonane w ten sposób będzie słabe i mało wytrzymałe. Śruba może się łatwo poluzować pod wpływem drgań czy obciążenia, a w krytycznych zastosowaniach może to prowadzić do niebezpiecznych sytuacji. Pamiętajmy, że gwint M12 często stosowany jest w elementach przenoszących znaczące obciążenia, gdzie niezawodność połączenia jest absolutnie priorytetowa.
Jeden milimetr różnicy, czyli o precyzji w obróbce metalu
W obróbce metalu, a zwłaszcza przy tworzeniu gwintów, precyzja jest absolutnie kluczowa. Różnica rzędu ułamka milimetra w średnicy wiertła może decydować o tym, czy połączenie będzie mocne i bezpieczne, czy też okaże się zawodne. To właśnie ta drobna, pozornie nieistotna różnica decyduje o tym, czy gwintownik będzie pracował płynnie, czy też napotka nadmierny opór, a także o tym, jak głęboki i wytrzymały będzie finalny gwint. Dlatego właśnie tak ważne jest, aby zawsze stosować się do zaleceń dotyczących średnicy wiertła.
Wiertło pod gwint M12: Jaka jest prawidłowa średnica?
Przejdźmy do sedna sprawy. Wiem, że wielu z Was szuka konkretnej, jednoznacznej odpowiedzi. Jakiej średnicy wiertła należy użyć, aby wykonać otwór pod standardowy gwint M12? Odpowiedź jest prosta i, co najważniejsze, sprawdzona w praktyce.
Złota zasada: Wiertło 10,2 mm dla standardowego gwintu M12
Dla najczęściej spotykanego, standardowego gwintu metrycznego M12, który charakteryzuje się skokiem 1.75 mm, należy użyć wiertła o średnicy 10.2 mm. Jest to wartość, która zapewnia optymalne warunki do pracy dla gwintownika i gwarantuje uzyskanie pełnego, mocnego gwintu. Ta średnica jest powszechnie akceptowana i stosowana w praktyce warsztatowej oraz zgodna z normami technicznymi.
Skąd bierze się ta wartość? Prosty wzór, który warto znać
Skąd właściwie bierze się ta wartość 10.2 mm? Tajemnica tkwi w prostym wzorze, który jest podstawą doboru wiertła pod każdy gwint metryczny. Wzór ten wygląda następująco: średnica wiertła (Dw) = średnica gwintu (D) - skok gwintu (P). W naszym przypadku dla gwintu M12, średnica D wynosi 12 mm, a standardowy skok P to 1.75 mm. Podstawiając do wzoru: Dw = 12 mm - 1.75 mm = 10.25 mm. W praktyce jednak stosuje się wiertło o średnicy 10.2 mm. Dlaczego? Po pierwsze, wiertła o średnicy 10.25 mm nie są standardowo dostępne w większości sklepów narzędziowych. Po drugie, użycie wiertła 10.2 mm pozostawia nieco więcej materiału do uformowania gwintu, co często skutkuje lepszym i trwalszym zarysem gwintu, minimalizując ryzyko jego uszkodzenia podczas pracy.
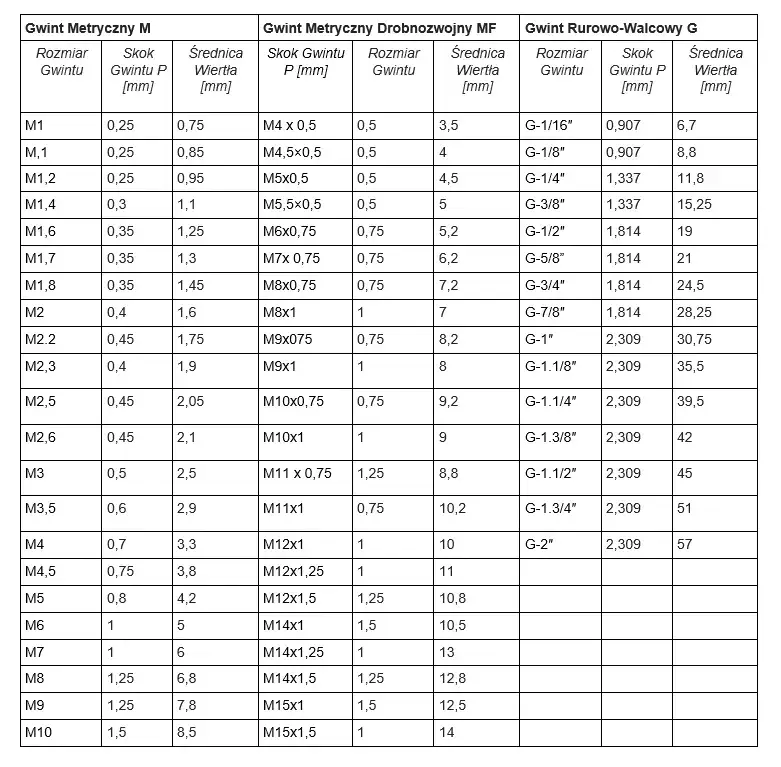
Tabela referencyjna: Średnice wierteł dla najpopularniejszych gwintów metrycznych
| Gwint | Skok (mm) | Średnica wiertła (mm) |
|---|---|---|
| M3 | 0.5 | 2.5 |
| M4 | 0.7 | 3.3 |
| M5 | 0.8 | 4.2 |
| M6 | 1.0 | 5.0 |
| M8 | 1.25 | 6.8 |
| M10 | 1.5 | 8.5 |
| M12 (standard) | 1.75 | 10.2 |
| M12x1.5 (drobnozwojny) | 1.5 | 10.5 |
| M14 | 2.0 | 12.0 |
| M16 | 2.0 | 14.0 |
Uwaga na skok gwintu! Kiedy standardowa odpowiedź to za mało
Wspomniałem o "standardowym" gwincie M12. Warto jednak wiedzieć, że nie zawsze jest to jedyna opcja. Istnieją gwinty metryczne o mniejszym skoku, tak zwane gwinty drobnozwojne. Choć w przypadku M12 są one rzadziej spotykane niż standardowy skok, to jednak pojawiają się w specyficznych zastosowaniach, gdzie wymagana jest większa precyzja lub większa siła dociągu. Ignorowanie tego faktu i stosowanie wiertła 10.2 mm do gwintu drobnozwojnego może skończyć się tak samo źle, jak użycie wiertła o niewłaściwej średnicy.
Gwint standardowy M12x1.75 najczęstszy przypadek
Tak jak już wielokrotnie podkreślałem, najczęściej spotykanym gwintem jest M12 o standardowym skoku 1.75 mm. Jeśli widzisz oznaczenie "M12" bez dodatkowych cyfr, niemal na pewno chodzi o ten właśnie typ gwintu. W takim przypadku możesz śmiało sięgać po wiertło o średnicy 10.2 mm. To jest ta "złota" wartość, którą warto mieć zapisaną w pamięci.
Gwinty drobnozwojne: Jak rozpoznać i jakie wiertło dobrać (M12x1.5, M12x1.25, M12x1.0)
Gwinty drobnozwojne są projektowane tak, aby zapewnić większą precyzję połączenia lub umożliwić uzyskanie większej siły dociągu przy tej samej średnicy śruby. W przypadku gwintu M12, najczęściej spotykane warianty drobnozwojne to:
- M12x1.5: Gwint o skoku 1.5 mm. Do wykonania otworu pod ten gwint potrzebne jest wiertło o średnicy 10.5 mm.
- M12x1.25: Gwint o skoku 1.25 mm. W tym przypadku stosujemy wiertło o średnicy 10.8 mm (lub czasami podaje się 10.75 mm, ale 10.8 mm jest bardziej praktyczne).
- M12x1.0: Gwint o skoku 1.0 mm. Do tego typu gwintu potrzebne jest wiertło o średnicy 11.0 mm.
Gdzie sprawdzić skok gwintu na swoim gwintowniku?
Najprostszym sposobem na sprawdzenie, jaki gwint masz przed sobą, jest dokładne przyjrzenie się oznaczeniom na samym gwintowniku. Producenci zazwyczaj umieszczają tam informację o średnicy i skoku gwintu, na przykład "M12x1.75" lub "M12x1.5". Jeśli oznaczenie jest nieczytelne lub brakuje informacji o skoku, można użyć specjalnego przymiaru do gwintów, który pozwoli precyzyjnie określić jego parametry. W przypadku braku pewności, zawsze lepiej zastosować metodę obliczeniową lub skonsultować się z bardziej doświadczonym kolegą.
Materiał ma znaczenie: Jak dostosować średnicę wiertła?
Choć podstawowa zasada doboru wiertła opiera się na średnicy i skoku gwintu, nie można zapominać o materiale, w którym będziemy pracować. Różna twardość i właściwości obrabianych materiałów mogą wymagać drobnych korekt w procesie, w tym potencjalnie niewielkiej zmiany średnicy wiertła. Jest to jednak kwestia bardziej zaawansowana i zazwyczaj dotyczy specyficznych zastosowań.
Wiercenie w stali twardej i nierdzewnej: Czy potrzebna jest korekta?
W przypadku obróbki bardzo twardych materiałów, takich jak stal nierdzewna, stal narzędziowa czy wysokowęglowa, opory skrawania są znacznie większe. Aby zmniejszyć ryzyko złamania gwintownika i ułatwić proces, niektórzy doświadczeni mechanicy decydują się na użycie wiertła o minimalnie większej średnicy. Mówimy tu o różnicy rzędu 0.1 mm, czyli na przykład wiertle 10.3 mm zamiast 10.2 mm dla gwintu M12. Taka niewielka zmiana może znacząco zmniejszyć siły działające na gwintownik, ale wymaga ostrożności, aby nie przesadzić i nie uzyskać zbyt płytkiego gwintu.
Gwintowanie w metalach miękkich (aluminium, miedź): Czego unikać?
Zupełnie inaczej wygląda sytuacja w przypadku metali miękkich, takich jak aluminium, mosiądz czy miedź. Materiały te są znacznie łatwiejsze w obróbce, a gwintowanie przebiega zazwyczaj bezproblemowo. Tutaj kluczowe jest, aby ściśle trzymać się nominalnej średnicy wiertła (10.2 mm dla M12). Użycie nawet minimalnie większego wiertła może spowodować, że gwint będzie zbyt płytki, a połączenie śrubowe nie będzie wystarczająco mocne. W miękkich materiałach łatwo o "przegwintowanie" otworu, dlatego precyzja jest tu równie ważna, choć z innych powodów.
Tworzywa sztuczne i drewno: Specyfika gwintowania w niestandardowych materiałach
Choć gwint M12 rzadziej stosowany jest w tworzywach sztucznych czy drewnie niż mniejsze gwinty, warto wspomnieć o specyfice pracy z tymi materiałami. W przypadku tworzyw, dobór wiertła może zależeć od konkretnego rodzaju polimeru i jego skłonności do pękania lub deformacji. W drewnie, gwintowanie zazwyczaj odbywa się za pomocą specjalnych wkrętów do drewna, ale jeśli decydujemy się na formowanie gwintu metrycznego, należy pamiętać, że materiał jest miękki i podatny na uszkodzenia. Tutaj również kluczowe jest, aby nie przesadzić z wielkością otworu, aby gwint miał się czego "chwycić".
Praktyczny poradnik krok po kroku: Od wiercenia do gotowego gwintu M12
Samo dobranie wiertła to dopiero początek drogi do idealnego gwintu. Prawidłowe wykonanie całego procesu wymaga uwagi i stosowania się do kilku kluczowych zasad. Oto jak krok po kroku wykonać otwór pod gwint M12 i uformować w nim gwint:
Krok 1: Przygotowanie i punktowanie fundament precyzji
- Upewnij się, że obrabiana powierzchnia jest czysta i stabilna.
- Dokładnie wyznacz miejsce, w którym ma znaleźć się środek otworu. Użyj suwmiarki lub linijki, aby być precyzyjnym.
- Za pomocą punktaka i młotka wykonaj niewielkie wgłębienie w zaznaczonym punkcie. Punktowanie zapobiega "uciekaniu" wiertła podczas rozpoczynania wiercenia, zapewniając precyzyjne umiejscowienie otworu.
Krok 2: Wiercenie otworu kluczowe zasady i dobór obrotów
- Wybierz odpowiednie wiertło dla standardowego gwintu M12 będzie to wiertło o średnicy 10.2 mm.
- Zamocuj wiertło w wiertarce.
- Dobierz odpowiednie obroty wiertarki. Zazwyczaj dla metalu stosuje się niższe obroty (np. 200-400 obr./min dla stali, wyższe dla aluminium). Zbyt wysokie obroty mogą przegrzewać wiertło i materiał.
- Rozpocznij wiercenie, przykładając wiertarkę prostopadle do powierzchni. Utrzymuj stały, równomierny nacisk.
- Po przewierceniu materiału, wycofaj wiertło, aby usunąć wióry.
Krok 3: Fazowanie krawędzi dlaczego nie wolno pomijać tego etapu?
- Po wywierceniu otworu, użyj fazownika lub większego wiertła (np. 12-14 mm) pod niewielkim kątem, aby delikatnie sfazować (ściąć) krawędź otworu.
- Celem jest stworzenie niewielkiego stożkowego pogłębienia o głębokości około 0.5-1 mm.
- Fazowanie ułatwia wprowadzenie gwintownika, zapobiega zadzieraniu materiału przy jego wkręcaniu i pozwala uzyskać czysty, estetyczny początek gwintu. Jest to etap, którego zdecydowanie nie należy pomijać.
Krok 4: Gwintowanie z użyciem chłodziwa jak to robić poprawnie?
- Nałóż na gwintownik niewielką ilość oleju do gwintowania lub innego odpowiedniego chłodziwa. Smarowanie jest kluczowe dla płynnej pracy narzędzia, obniżenia temperatury i uzyskania gładkiego gwintu.
- Wprowadź gwintownik prostopadle do otworu. Upewnij się, że zaczyna się on wkręcać prosto.
- Obracaj gwintownik zgodnie z ruchem wskazówek zegara, używając pokrętła. Stosuj umiarkowaną siłę.
- Po wykonaniu około pół obrotu lub jednego obrotu, cofaj gwintownik o ćwierć do pół obrotu w kierunku przeciwnym do ruchu wskazówek zegara. Ten ruch służy do łamania i usuwania wiórów, zapobiegając ich zapychaniu się i uszkodzeniu gwintu.
- Powtarzaj cykl (wkręcanie i cofanie) aż do momentu, gdy gwintownik wyjdzie z drugiej strony otworu lub osiągnie pożądaną głębokość.
- Po zakończeniu gwintowania, oczyść otwór i gwintownik z pozostałości wiórów i chłodziwa.
Najczęstsze błędy przy gwintowaniu M12 i jak ich uniknąć
Nawet najlepsze narzędzia i wiedza teoretyczna nie uchronią nas przed błędami, jeśli będziemy działać bezmyślnie. W procesie gwintowania, zwłaszcza przy większych średnicach jak M12, istnieje kilka pułapek, na które warto uważać. Oto najczęściej popełniane błędy i sposoby, jak ich unikać:
Błąd #1: Próba gwintowania otworu 10 mm prosta droga do katastrofy
Jak już wielokrotnie podkreślałem, użycie wiertła mniejszego niż zalecane, na przykład 10.0 mm zamiast 10.2 mm, jest przepisem na katastrofę. Gwintownik napotka ogromny opór, co niemal na pewno doprowadzi do jego złamania. Złamany gwintownik w otworze to jeden z najtrudniejszych problemów do rozwiązania w warsztacie. Zawsze stosuj się do zaleceń dotyczących średnicy wiertła. Lepiej poświęcić chwilę na znalezienie właściwego wiertła, niż potem walczyć z uszkodzonym narzędziem i materiałem.
Błąd #2: Brak smarowania i chłodzenia jak szybko zniszczyć narzędzie
Pomijanie oleju do gwintowania lub innego chłodziwa to kolejny błąd, który szybko doprowadzi do zniszczenia gwintownika. Tarcie generowane podczas cięcia gwintu jest ogromne. Chłodziwo nie tylko obniża temperaturę, co zapobiega przegrzewaniu się narzędzia i materiału, ale również znacząco zmniejsza tarcie, ułatwiając skrawanie i poprawiając jakość powierzchni gwintu. W przypadku twardych metali, brak smarowania może spowodować szybkie stępienie i przegrzanie gwintownika, prowadząc do jego uszkodzenia i niskiej jakości gwintu.
Błąd #3: Krzywe wprowadzanie gwintownika jak zapewnić idealną prostopadłość?
Jeśli gwintownik zostanie wprowadzony do otworu pod kątem, uzyskany gwint będzie krzywy. To nie tylko osłabi połączenie, ale może również uniemożliwić prawidłowe wkręcenie śruby. Aby tego uniknąć, kluczowe jest zapewnienie idealnej prostopadłości gwintownika do powierzchni. Można to osiągnąć na kilka sposobów: stosując prowadnice do gwintowników, używając wiertarki stołowej, lub po prostu bardzo uważnie rozpoczynając gwintowanie, upewniając się, że gwintownik stoi pionowo, zanim zaczniemy go obracać.Przeczytaj również: Jak naprawić Makita HR2470: proste rozwiązania na najczęstsze problemy
Podsumowanie: Kluczowe wnioski i dalsze kroki
Mam nadzieję, że ten artykuł rozwiał wszelkie Twoje wątpliwości dotyczące doboru wiertła pod gwint M12. Teraz już wiesz, że dla standardowego gwintu M12x1.75 kluczowa jest średnica 10.2 mm, a w przypadku gwintów drobnozwojnych należy dobrać wiertło odpowiednio do skoku gwintu. Pamiętaj, że precyzja jest fundamentem trwałego i bezpiecznego połączenia, a ignorowanie tych zasad może prowadzić do kosztownych błędów.
- Dla standardowego gwintu M12 (skok 1.75 mm) użyj wiertła 10.2 mm.
- Pamiętaj o gwintach drobnozwojnych M12 (np. M12x1.5, M12x1.25, M12x1.0), które wymagają innych średnic wierteł (odpowiednio 10.5 mm, 10.8 mm, 11.0 mm).
- Zawsze stosuj fazowanie otworu i chłodziwo podczas gwintowania, aby zapewnić jakość i trwałość.
Z mojego doświadczenia wynika, że największym błędem jest pośpiech i lekceważenie pozornie drobnych szczegółów, takich jak właśnie średnica wiertła. Wiercenie i gwintowanie to procesy, które wymagają skupienia i precyzji, ale satysfakcja z dobrze wykonanej pracy i pewność, że połączenie jest solidne, są tego warte. Pamiętaj, że nawet niewielka inwestycja w dobrej jakości wiertła i chłodziwo zwróci się wielokrotnie poprzez dłuższą żywotność narzędzi i brak frustracji.
A jakie są Twoje doświadczenia z gwintowaniem? Czy zdarzyło Ci się popełnić błąd przy doborze wiertła? Podziel się swoimi przemyśleniami i wskazówkami w komentarzach poniżej!