
Wybór odpowiedniego wiertła pod gwint to jeden z tych pozornie drobnych szczegółów, które potrafią zaważyć na sukcesie całego projektu. Niezależnie od tego, czy jesteś doświadczonym mechanikiem, czy dopiero stawiasz pierwsze kroki w majsterkowaniu, precyzyjne przygotowanie otworu pod gwint metryczny M6 jest kluczowe. Zastosowanie niewłaściwej średnicy wiertła może prowadzić do frustrujących problemów, od uszkodzenia narzędzi po osłabienie gotowego połączenia. W tym artykule rozłożymy na czynniki pierwsze, jakie wiertło będzie najlepsze pod popularny gwint M6, jak dobrać je do różnych materiałów i na co uważać, aby uniknąć najczęstszych błędów.
Standardowe wiertło pod gwint M6 to 5,0 mm ale dobór zależy od materiału i typu gwintu
- Dla standardowego gwintu metrycznego M6 (skok 1,0 mm) w większości metali stosuje się wiertło o średnicy 5,0 mm.
- Podstawą doboru średnicy wiertła jest wzór: Średnica gwintu minus skok gwintu.
- W przypadku stali twardych lub nierdzewnych zaleca się wiertło o nieco większej średnicy (np. 5,1 mm lub 5,2 mm), aby zmniejszyć opory gwintowania.
- Gwinty drobnozwojne M6 (np. M6x0,75 lub M6x0,5) wymagają innych średnic wierteł (odpowiednio 5,25 mm i 5,5 mm).
- Użycie zbyt małego wiertła grozi złamaniem gwintownika, natomiast zbyt duże wiertło skutkuje słabym, niepełnym gwintem.
Zrozumienie problemu: Co się stanie, gdy wiertło będzie za małe lub za duże?
Użycie wiertła o zbyt małej średnicy pod gwint M6 to prosta droga do poważnych kłopotów. Opory podczas pracy gwintownikiem rosną lawinowo, stawiając ogromny opór. W skrajnych przypadkach może to doprowadzić do zakleszczenia narzędzia w materiale i jego nieuchronnego złamania. Wyciągnięcie takiego fragmentu gwintownika z otworu jest niezwykle trudne, a często niemożliwe bez zniszczenia elementu obrabianego.
Z drugiej strony, zbyt duża średnica otworu przygotowanego pod gwint M6 również nie wróży nic dobrego. Skutkuje to wykonaniem gwintu o niepełnym zarysie, czyli tzw. płytkiego gwintu. Takie połączenie śrubowe będzie miało znacznie obniżoną wytrzymałość. W praktyce oznacza to, że śruba będzie się w nim słabo trzymać, a pod obciążeniem istnieje wysokie ryzyko jej zerwania lub wyrwania gwintu.Skutki złego doboru: od złamanego gwintownika po zerwane połączenie
Konsekwencje błędnego doboru średnicy wiertła pod gwint M6 mogą być naprawdę dotkliwe. Jak już wspomniałem, najczęstszym i najbardziej frustrującym problemem jest złamanie gwintownika. Dzieje się tak, gdy otwór jest za mały, co generuje nadmierne siły podczas skrawania gwintu. Gwintownik, będąc narzędziem stosunkowo kruchym, nie jest w stanie wytrzymać takich obciążeń i pęka, często pozostawiając swój fragment w przygotowanym otworze. Usunięcie go to prawdziwy koszmar. Z drugiej strony, jeśli zdecydujemy się na wiertło zbyt duże, ryzykujemy wykonanie gwintu, który po prostu nie będzie spełniał swojej funkcji. Połączenie śrubowe będzie osłabione, a jego wytrzymałość drastycznie spadnie, co może prowadzić do niebezpiecznego zerwania pod obciążeniem.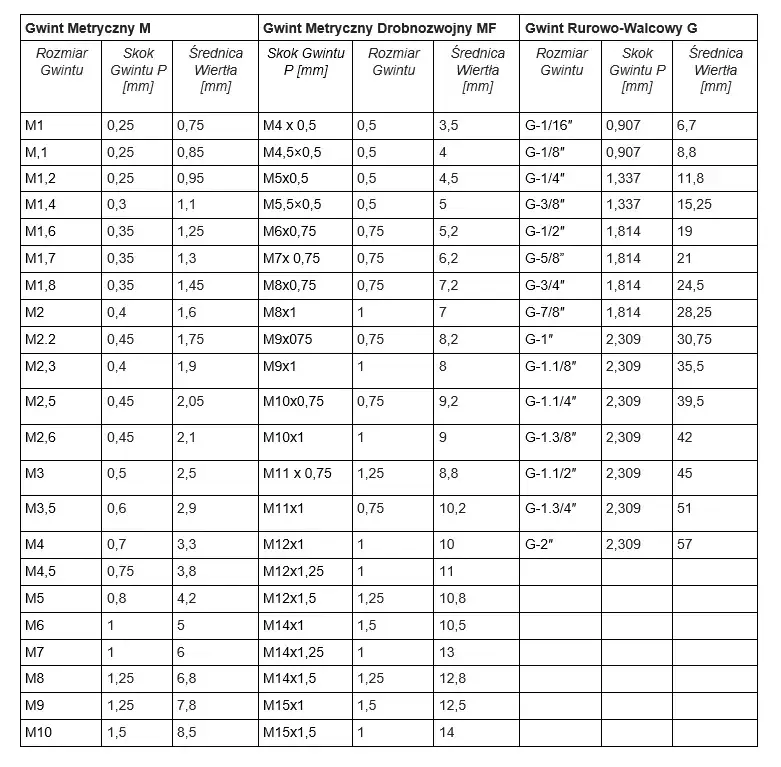
Wiertło pod gwint M6: Dlaczego 5,0 mm to uniwersalny wybór?
Prosty wzór, który musisz znać: Średnica gwintu minus skok
Podstawowa zasada doboru średnicy wiertła pod gwint metryczny jest zaskakująco prosta i opiera się na fundamentalnym wzorze: Średnica wiertła = Średnica gwintu - Skok gwintu. Dla naszego przypadku, czyli standardowego gwintu M6, którego średnica wynosi 6 mm, a skok gwintu wynosi 1 mm, obliczenie jest następujące: 6 mm - 1 mm = 5,0 mm. To właśnie ta wartość jest punktem wyjścia dla większości zastosowań.
Standardowy gwint M6 (M6x1.0): Dlaczego 5,0 mm to uniwersalny wybór dla stali?
Dla najczęściej spotykanego gwintu metrycznego M6, który charakteryzuje się skokiem 1,0 mm (oznaczany jako M6x1.0), średnica wiertła 5,0 mm jest powszechnie uznawanym standardem, szczególnie w przypadku obróbki stali konstrukcyjnej. Wynika to z optymalnego stosunku głębokości zarysu gwintu do jego wytrzymałości. Użycie wiertła o tej średnicy zapewnia odpowiednią ilość materiału do utworzenia pełnego i wytrzymałego gwintu, minimalizując jednocześnie ryzyko wystąpienia nadmiernych oporów podczas gwintowania.
Gdzie szukać potwierdzenia? Jak czytać tabele doboru wierteł?
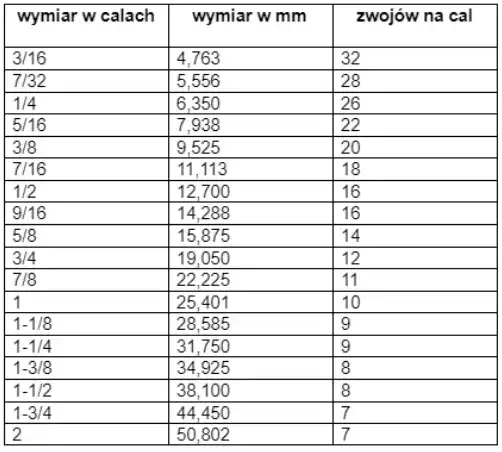
Chociaż podstawowy wzór jest prosty, w praktyce warto polegać na sprawdzonych źródłach. Normy techniczne, takie jak polska norma PN-83/M-02220 (lub jej nowsze odpowiedniki), a także powszechnie dostępne tabele gwintownicze, stanowią wiarygodne potwierdzenie zalecanych średnic wierteł. Korzystanie z takich tabel jest intuicyjne zazwyczaj zawierają one kolumny z rodzajem gwintu, jego skokiem, średnicą nominalną oraz zalecaną średnicą otworu pod gwint. Wystarczy odnaleźć interesujący nas gwint M6 i odczytać odpowiednią wartość.
Dobór wiertła pod gwint M6: Jak materiał wpływa na średnicę?
Twarda stal i stal nierdzewna: Kiedy warto wybrać wiertło 5,1 mm lub 5,2 mm?
Praca z twardszymi odmianami stali, takimi jak stal narzędziowa czy popularna stal nierdzewna, wymaga pewnych modyfikacji w doborze wiertła. Ze względu na większą twardość i wytrzymałość tych materiałów, proces gwintowania generuje znacznie większe opory. Aby zmniejszyć ryzyko zakleszczenia i złamania gwintownika, zaleca się zastosowanie wiertła o nieco większej średnicy, na przykład 5,1 mm lub nawet 5,2 mm. Daje to gwintownikowi nieco więcej "luzu" i ułatwia mu pracę.Metale miękkie (aluminium, miedź, mosiądz): Czy 5,0 mm zawsze wystarczy?
W przypadku metali o niższej twardości i większej plastyczności, takich jak aluminium, miedź czy mosiądz, standardowe wiertło o średnicy 5,0 mm zazwyczaj w zupełności wystarczy. Te materiały są znacznie łatwiejsze w obróbce, stawiają mniejsze opory podczas gwintowania, a ich struktura jest bardziej podatna na formowanie gwintu. Dzięki temu proces przebiega sprawniej, a ryzyko uszkodzenia narzędzia jest minimalne.
Specyfika żeliwa: Jak uniknąć pęknięć i uszkodzeń?
Żeliwo, choć jest metalem, charakteryzuje się kruchością, co wymaga szczególnej ostrożności podczas obróbki. Przy gwintowaniu M6 w żeliwie, zaleca się stosowanie wiertła o średnicy 5,0 mm lub, dla pewności i zmniejszenia oporów, 5,1 mm. Kluczowe jest tutaj unikanie nadmiernego nacisku i przegrzewania materiału, które mogłoby doprowadzić do pęknięć. Precyzyjne wiercenie i ostrożne gwintowanie to podstawa.
Gwintowanie w drewnie i tworzywach sztucznych: Kiedy mniejszy otwór jest lepszy?
W przypadku materiałów takich jak drewno czy różne rodzaje tworzyw sztucznych, podejście do gwintowania jest nieco inne. Te materiały są elastyczne i często pozwalają na samoczynne formowanie gwintu przez śrubę, zwłaszcza jeśli nie jest ona wkręcana z dużą siłą. Dlatego też, w zależności od konkretnego materiału i zastosowania, można zastosować nieco mniejsze wiertło, na przykład 4,8 mm lub 4,9 mm. Pozwala to na uzyskanie mocniejszego "chwytu" gwintu w miękkim materiale.
Gwint M6 niejedno ma imię: Co to jest gwint drobnozwojny i jak go wiercić?
Rozpoznawanie gwintu M6x0,75 i M6x0,5: Jak zmierzyć skok?
Warto pamiętać, że gwint M6 to nie tylko standardowy skok 1,0 mm. Istnieją również gwinty drobnozwojne, takie jak M6x0,75 (ze skokiem 0,75 mm) czy M6x0,5 (ze skokiem 0,5 mm). Rozpoznanie takiego gwintu jest kluczowe, ponieważ zastosowanie niewłaściwego wiertła może uniemożliwić poprawne wykonanie gwintu. Najprostszym sposobem na zmierzenie skoku jest użycie specjalnego grzebienia do gwintów lub porównanie z wzornikiem. Warto też sprawdzić oznaczenia na śrubie lub w dokumentacji technicznej.
Obliczanie średnicy wiertła dla gwintów drobnozwojnych: Praktyczne przykłady
Dla gwintów drobnozwojnych M6 wzór obliczeniowy pozostaje ten sam, jednak wynik jest znacząco inny:
- Gwint M6x0,75: Średnica wiertła = 6 mm - 0,75 mm = 5,25 mm. W praktyce często stosuje się wiertła o średnicy 5,2 mm lub 5,3 mm, aby zapewnić odpowiednią ilość materiału do utworzenia gwintu.
- Gwint M6x0,5: Średnica wiertła = 6 mm - 0,5 mm = 5,5 mm. Tutaj również stosuje się wiertło o tej średnicy, co jest znacznie większe niż w przypadku standardowego M6.
Pamiętaj, że użycie wiertła 5,0 mm do gwintu M6x0,75 zakończy się niepowodzeniem.
Wiercenie i gwintowanie M6 krok po kroku: Praktyczny poradnik
Komplet narzędzi: Co oprócz wiertła będzie Ci potrzebne?
Aby wykonać trwały i precyzyjny gwint M6, oprócz odpowiedniego wiertła (najlepiej wykonanego ze stali szybkotnącej HSS), będziesz potrzebować kilku kluczowych narzędzi:
- Wiertarka (stołowa lub ręczna)
- Gwintownik ręczny (często w zestawie 2- lub 3-sztukowym: zdzierak, pośredni, wykańczak) lub maszynowy
- Pokrętło do gwintowników
- Środek smarny, czyli olej do gwintowania absolutnie niezbędny przy pracy w metalu!
Technika wiercenia: Jak zapewnić idealną prostopadłość otworu?
Kluczem do sukcesu jest idealnie prostopadły otwór. Oto kilka wskazówek, jak to osiągnąć:
- Jeśli to możliwe, użyj wiertarki stołowej.
- W przypadku wiertarki ręcznej, zastosuj prowadnicę do wiertarki lub specjalny uchwyt.
- Zanim zaczniesz wiercić, wykonaj punktowanie (delikatne nakłucie wiertłem) w miejscu, gdzie ma powstać otwór.
- Podczas wiercenia kontroluj kąt nachylenia wiertarki, najlepiej poprzez obserwację z kilku stron.
Rola chłodzenia i smarowania: Dlaczego olej do gwintowania to Twój najlepszy przyjaciel?
Nie lekceważ roli chłodzenia i smarowania podczas gwintowania, zwłaszcza w metalach. Olej do gwintowania pełni kilka kluczowych funkcji: zmniejsza tarcie między gwintownikiem a materiałem, odprowadza powstające wióry, zapobiega przegrzewaniu się narzędzia i obrabianego elementu, a także znacząco poprawia jakość wykonanego gwintu. Bez niego proces jest trudniejszy, narzędzia szybciej się zużywają, a ryzyko ich uszkodzenia wzrasta.
Prawidłowe użycie gwintowników (zestaw 3-stopniowy): Jak unikać złamania narzędzia?
Jeśli używasz zestawu gwintowników, pamiętaj o prawidłowej kolejności i technice:
- Gwintownik zdzierak (pierwszy): Ma najbardziej stożkową końcówkę. Wkręcaj go powoli, z lekkim naciskiem.
- Cofanie co pół obrotu: Po wykonaniu pół obrotu do przodu, zawsze cofaj gwintownik o ćwierć lub pół obrotu do tyłu. Pozwala to na łamanie i usuwanie wiórów, zapobiegając zakleszczeniu.
- Gwintownik pośredni (drugi): Używany po zdzieraku, ma mniej stożkową końcówkę. Powtarzaj procedurę z cofaniem.
- Gwintownik wykańczak (trzeci): Ma prostą końcówkę i służy do nadania ostatecznego kształtu gwintowi. Również stosuj technikę cofania.
- Czystość: Po każdym etapie usuwaj wióry z gwintownika i otworu.
Unikaj błędów: Najczęstsze pomyłki przy gwintowaniu M6
Błąd #1: Ignorowanie rodzaju materiału i stosowanie jednej średnicy do wszystkiego
Jednym z najczęstszych błędów jest traktowanie wszystkich materiałów jednakowo i stosowanie tej samej średnicy wiertła pod gwint M6, niezależnie od tego, czy pracujemy ze stalą, aluminium, czy plastikiem. Jak widzieliśmy, różne materiały wymagają różnych średnic wierteł, aby zapewnić optymalne warunki do gwintowania i uzyskać trwałe połączenie. Ignorowanie tej zasady prowadzi do problemów z oporami, uszkodzenia narzędzi lub słabego gwintu.
Błąd #2: Próba gwintowania "na siłę" w zbyt małym otworze
Niektórzy majsterkowicze, napotykając na opór podczas gwintowania, próbują "przebić się" na siłę, używając coraz większego nacisku. To bardzo poważny błąd, szczególnie gdy otwór jest za mały. Prowadzi to do ekstremalnie wysokich oporów, zakleszczenia gwintownika i jego nieuchronnego złamania. Zawsze lepiej jest sprawdzić średnicę wiertła i w razie wątpliwości nawiercić otwór wiertłem o większej średnicy (o ile pozwala na to tolerancja gwintu).
Błąd #3: Pomijanie smarowania przy pracy w metalu
Praca w metalu bez odpowiedniego smarowania to proszenie się o kłopoty. Pomijanie oleju do gwintowania skutkuje zwiększonym tarciem, przegrzewaniem narzędzia i materiału, co prowadzi do szybszego zużycia gwintownika, pogorszenia jakości gwintu i trudniejszego usuwania wiórów. Smarowanie jest kluczowe dla płynnego i precyzyjnego procesu.
Błąd #4: Używanie tępych lub uszkodzonych narzędzi
Tępe wiertło czy zużyty gwintownik to nie tylko frustracja, ale także ryzyko. Tępe narzędzia wymagają większego nacisku, co zwiększa ryzyko poślizgu lub uszkodzenia obrabianego materiału. Ponadto, prowadzą do gorszej jakości otworu i gwintu, a także zwiększają obciążenie na narzędzie, co może skutkować jego złamaniem. Zawsze upewnij się, że używane narzędzia są ostre i w dobrym stanie technicznym.
Przeczytaj również: Jaka wiertarko-wkrętarka z udarem? Ranking 2025, parametry, modele
Podsumowanie: Kluczowe wnioski i Twoje następne kroki
Wybór odpowiedniego wiertła pod gwint M6, choć pozornie prosty, wymaga zrozumienia kilku kluczowych zasad. Mam nadzieję, że ten artykuł dostarczył Ci jasnej odpowiedzi na pytanie, jakiej średnicy wiertła użyć, aby przygotować otwór pod gwint M6, i rozwiał Twoje wątpliwości, niezależnie od obrabianego materiału czy rodzaju gwintu.
- Standardowy gwint M6 (skok 1,0 mm) wymaga wiertła 5,0 mm, co wynika ze wzoru: średnica gwintu minus skok.
- Dla twardszych materiałów, jak stal nierdzewna, warto sięgnąć po wiertło 5,1 mm lub 5,2 mm, aby zmniejszyć opory.
- Gwinty drobnozwojne M6 (np. M6x0,75) wymagają innych średnic wierteł (np. 5,25 mm), co jest kluczowe dla poprawnego wykonania gwintu.
- Pamiętaj o prostopadłym wierceniu, stosowaniu smarowania i technice gwintowania, aby uniknąć złamania narzędzia i uzyskać trwałe połączenie.
Z mojego doświadczenia wynika, że najwięcej problemów sprawia pośpiech i ignorowanie specyfiki materiału. Zawsze poświęć chwilę na sprawdzenie parametrów gwintu i dobór właściwego wiertła to zaprocentuje trwałością i precyzją wykonanej pracy. Pamiętaj, że cierpliwość i dokładność to najlepsi przyjaciele każdego majsterkowicza.
A jakie są Twoje doświadczenia z gwintowaniem M6? Czy napotkałeś jakieś nieoczekiwane problemy lub masz swoje sprawdzone triki? Podziel się nimi w komentarzach poniżej!