Wybór odpowiedniego wiertła to kluczowy etap przy tworzeniu gwintu, od którego zależy jakość i trwałość połączenia. Jeśli zastanawiasz się, jakiego rozmiaru wiertła potrzebujesz do wykonania gwintu metrycznego M5, ten artykuł dostarczy Ci precyzyjnych informacji. Poznasz nie tylko standardową średnicę, ale także dowiesz się, od czego zależy jej dobór i jak prawidłowo przygotować otwór.
Wiertło 4,2 mm kluczowa średnica do standardowego gwintu M5
- Dla standardowego gwintu metrycznego M5 (M5x0.8) zawsze używaj wiertła o średnicy 4,2 mm.
- Wartość 4,2 mm wynika z prostego wzoru: średnica gwintu (5 mm) minus skok gwintu (0,8 mm).
- Gwint M5 może mieć różne skoki (np. 0,5 mm dla drobnozwojnego), co wymaga innej średnicy wiertła (np. 4,5 mm).
- W materiałach bardzo twardych (np. stal nierdzewna) można rozważyć wiertło 4,3 mm, aby zmniejszyć opory gwintowania.
- Pamiętaj o prostopadłym wierceniu, usuwaniu wiórów i stosowaniu chłodziwa, aby uzyskać idealny gwint.
Kluczowa zasada: szybka odpowiedź dla niecierpliwych
Jeśli szukasz szybkiej i konkretnej odpowiedzi: do standardowego gwintu metrycznego M5, który ma skok 0,8 mm (oznaczenie M5x0.8), należy użyć wiertła o średnicy 4,2 mm. Jest to wartość uniwersalna, sprawdzająca się w większości sytuacji i materiałów, takich jak stal konstrukcyjna, metale kolorowe czy tworzywa sztuczne.
Dlaczego właśnie wiertło 4,2 mm jest standardem dla gwintu M5?
Standardowa średnica wiertła 4,2 mm dla gwintu M5 wynika z przyjętych norm i praktyki inżynierskiej. Tabele zawierające wymiary wierteł do gwintów metrycznych, zgodne z normą ISO (DIN-13), jednoznacznie wskazują, że dla gwintu o średnicy nominalnej 5 mm i standardowym skoku 0,8 mm, optymalna średnica otworu pod gwint wynosi właśnie 4,2 mm. Jest to kompromis zapewniający odpowiednią wytrzymałość gwintu przy jednoczesnym ułatwieniu procesu jego wykonania.
Skąd bierze się ta wartość? Prosty wzór, który musisz znać
Podstawą doboru średnicy wiertła pod gwint jest prosty wzór, który warto zapamiętać: Średnica wiertła = Średnica gwintu - Skok gwintu. Stosując ten wzór do naszego przypadku gwintu M5, gdzie średnica nominalna wynosi 5 mm, a standardowy skok 0,8 mm, otrzymujemy: 5 mm - 0,8 mm = 4,2 mm. Ta zasada jest uniwersalna dla większości gwintów metrycznych i pozwala szybko obliczyć potrzebną średnicę wiertła, jeśli nie masz pod ręką odpowiedniej tabeli.
Przygotowanie do wiercenia: co musisz wiedzieć przed rozpoczęciem pracy
Standardowy czy drobnozwojny? Jak rozpoznać skok gwintu M5
Warto pamiętać, że gwint M5 nie zawsze występuje ze standardowym skokiem 0,8 mm. Istnieją również wersje drobnozwojne, na przykład M5x0.5, gdzie cyfra po "x" oznacza właśnie skok gwintu w milimetrach. Dla gwintu M5 o skoku 0,5 mm, potrzebne będzie wiertło o średnicy 4,5 mm (5 mm - 0,5 mm = 4,5 mm). Kluczowe jest zatem zwrócenie uwagi na oznaczenie gwintu standardowy jest najczęściej stosowany, ale w specyficznych zastosowaniach można spotkać gwinty drobnozwojne, które wymagają innego wiertła.
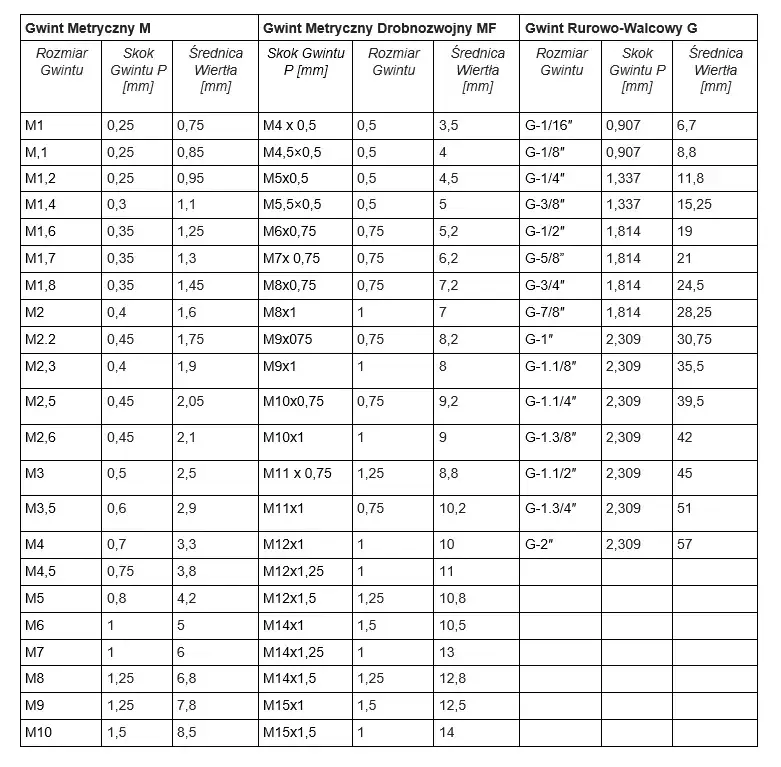
Tabela wierteł dla gwintu M5: twój niezbędnik warsztatowy
Poniższa tabela przedstawia popularne rozmiary gwintów metrycznych, ich standardowe skoki oraz zalecane średnice wierteł. Jest to szybki sposób na sprawdzenie potrzebnych wymiarów:
| Gwint | Skok (mm) | Średnica wiertła (mm) |
|---|---|---|
| M3 | 0.5 | 2.5 |
| M4 | 0.7 | 3.3 |
| M5 | 0.8 | 4.2 |
| M6 | 1.0 | 5.0 |
| M8 | 1.25 | 6.8 |
| M10 | 1.5 | 8.5 |
Czy materiał ma znaczenie? Kiedy standardowe 4,2 mm to za mało
Chociaż 4,2 mm jest standardem dla gwintu M5, dobór wiertła może być modyfikowany w zależności od obrabianego materiału. Oto kilka wskazówek:
- Materiały bardzo twarde (np. stal nierdzewna, stale narzędziowe): W takich przypadkach niektórzy specjaliści zalecają użycie wiertła o średnicy 4,3 mm. Pozwala to na zmniejszenie oporów podczas gwintowania, co redukuje ryzyko złamania gwintownika i ułatwia pracę.
- Materiały twarde (np. stal konstrukcyjna, żeliwo): Standardowe wiertło 4,2 mm jest zazwyczaj odpowiednie.
- Materiały miękkie i plastyczne (np. aluminium, miedź): Tutaj można pozostać przy standardowym wiertle 4,2 mm, a w niektórych przypadkach, aby uzyskać pełniejszy zarys gwintu, można rozważyć wiertło o średnicy nieco mniejszej, np. 4,1 mm.
Wybór nieco większego wiertła w twardych materiałach zapobiega nadmiernemu "zagłębianiu się" gwintownika i minimalizuje ryzyko uszkodzenia narzędzia.
Techniki i narzędzia: jak wykonać idealny otwór pod gwint
Wiertło HSS, kobaltowe czy z węglika? Dobierz narzędzie do materiału
Wybór odpowiedniego typu wiertła jest równie ważny, co jego średnica. Oto przegląd najpopularniejszych opcji:
- Wiertła HSS (High-Speed Steel): Wykonane ze stali szybkotnącej, są uniwersalnym wyborem do obróbki większości metali, w tym stali konstrukcyjnej i aluminium.
- Wiertła HSS-Co (ze stali szybkotnącej z dodatkiem kobaltu): Dodatek kobaltu zwiększa twardość i odporność na wysoką temperaturę, co czyni je idealnym wyborem do wiercenia w twardszych materiałach, takich jak stal nierdzewna czy stale narzędziowe.
- Wiertła VHM (z węglików spiekanych): Charakteryzują się najwyższą twardością i odpornością na ścieranie, nadają się do obróbki bardzo twardych materiałów i pracy z wysokimi prędkościami skrawania. Zazwyczaj wymagają precyzyjnych maszyn.
Dla amatorów i większości zastosowań warsztatowych, wiertła HSS będą wystarczające. Przy pracy z trudniejszymi materiałami warto zainwestować w wiertła HSS-Co.
Obróbka krok po kroku: od punktowania do idealnego otworu
Wykonanie idealnego otworu pod gwint wymaga przestrzegania kilku kluczowych zasad:
- Punktowanie: Przed wierceniem wykonaj punktowanie miejsca, w którym ma znaleźć się otwór. Zapobiegnie to "uciekaniu" wiertła.
- Prostopadłość: Upewnij się, że wiertło jest ustawione idealnie prostopadle do powierzchni obrabianego materiału. Wiertarka stołowa jest do tego najlepsza, ale przy wiertarce ręcznej warto użyć prowadnicy.
- Prędkość wiercenia: Dostosuj prędkość obrotową wiertarki do materiału i średnicy wiertła. Zbyt wysoka prędkość może przegrzać wiertło i materiał.
- Usuwanie wiórów: Regularnie wycofuj wiertło z otworu podczas wiercenia, aby usunąć powstałe wióry. Zapobiega to zakleszczeniu wiertła i ułatwia pracę.
- Chłodzenie: W przypadku wiercenia w metalach, stosowanie chłodziwa lub oleju do gwintowania jest bardzo ważne.
Sekret profesjonalistów: dlaczego chłodziwo jest tak ważne przy gwintowaniu?
Stosowanie chłodziwa lub specjalnego oleju do gwintowania podczas wiercenia otworu pod gwint to nie tylko kwestia "dobrych praktyk", ale realny czynnik wpływający na jakość pracy i żywotność narzędzi. Chłodziwo skutecznie obniża temperaturę w strefie skrawania, co zapobiega przegrzewaniu się wiertła i materiału, a tym samym przedłuża ich żywotność. Dodatkowo, smaruje powierzchnię, zmniejszając tarcie i ułatwiając usuwanie wiórów. W efekcie proces wiercenia staje się płynniejszy, a ryzyko uszkodzenia narzędzia mniejsze. Profesjonaliści wiedzą, że oszczędność na chłodziwie często mści się w postaci złamanego gwintownika lub uszkodzonego otworu.Przeczytaj również: Jakie wiertło pod gwint M8 wybrać, aby uniknąć problemów z gwintowaniem?
Podsumowanie: kluczowe wnioski i Twoje kolejne kroki
Mam nadzieję, że teraz doskonale wiesz, jakiego wiertła użyć do wykonania standardowego gwintu metrycznego M5. Pamiętaj, że kluczem do sukcesu jest użycie wiertła o średnicy 4,2 mm, ale zawsze warto mieć na uwadze specyfikę materiału i rodzaj gwintu, aby uzyskać najlepsze rezultaty.
- Standardowy gwint M5 (M5x0.8) wymaga wiertła o średnicy 4,2 mm.
- Pamiętaj o rozróżnieniu gwintów standardowych (skok 0,8 mm) od drobnozwojnych (np. skok 0,5 mm), które wymagają innego wiertła.
- Wybór wiertła HSS, HSS-Co lub VHM oraz stosowanie chłodziwa to czynniki, które znacząco wpływają na jakość pracy i żywotność narzędzi.
- Prostopadłość wiercenia i regularne usuwanie wiórów to podstawy, o których nie można zapomnieć.
Z mojego doświadczenia wynika, że najwięcej problemów przy gwintowaniu sprawia pośpiech i brak precyzji na etapie przygotowania otworu. Zawsze poświęcam chwilę na upewnienie się, że punktowanie jest dokładne, a wiertło prowadzone prostopadle. To procentuje mniej złamanych gwintowników i idealnie wykonane gwinty za każdym razem.
A jakie są Twoje doświadczenia z wierceniem pod gwinty? Czy napotkałeś jakieś szczególne trudności przy gwincie M5 lub innych rozmiarach? Podziel się swoimi spostrzeżeniami w komentarzach!